Зарезка боковых стволов - это эффективная технология, позволяющая увеличить добычу нефти на зрелых месторождениях и коэффициент извлечения нефти (КИН) из пластов, вернуть в эксплуатацию нефтяные скважины, которые не могли быть возвращены в действующий фонд другими методами.
Путем бурения боковых стволов в разработку вовлекаются ранее не задействованные участки продуктивного пласта, а также трудноизвлекаемые запасы нефти (ТрИЗ), добыча которых ранее не представлялась возможной.
Соответствующие технологии помогают сохранить скважину и сэкономить затраты на освоение скважины.
Себестоимость дополнительно добытой нефти из вторых стволов, как правило, ниже ее среднего значения по месторождениям, а затраты на их строительство окупаются в течение 1-2 лет.
Для увеличения длины ствола в продуктивном нефтеносном пласте используется строительство скважин с несколькими горизонтальными участками.
Дополнительный эффект можно получить от совмещения зарезки боковых стволов с другими технологиями (ГРП, пологие скважины и тд).
Часть этого фонда можно реанимировать методом бурения боковых стволов.
Кроме отсутствия необходимости дополнительных затрат на коммуникации и обустройство, появляются возможности вовлечения незадействованных участков залежей.
Применяются разные методы ЗБС из скважин бездействующего фонда:
- вырезание участка колонны,
- бурение с отклоняющего клина и тд
К бурению с вырезанием участка колонны нужно отнести и бурение скважин с извлечением незацементированной колонны с бурением полноразмерного ствола.
Нет никакого различия от бурения обычных наклонно-направленных скважин, поэтому рассмотрим 2 других варианта.
Вырезание протяженного участка, с тем чтобы было возможно при ЗБС удалить от магнитных масс магнитометрические датчики забойных телеметрических систем контроля траектории ствола.
При этом варианте существенны затраты связанные со временем:
- Кроме установки обязательных изоляционных мостов возникает необходимость установки дополнительного цементного моста, на который в последующем и наращивается основной мост.
- Достаточно сложен и продолжителен процесс наработки желоба и начала бурения нового ствола, особенно учитывая малые диаметры долота, забойного двигателя и бурильного инструмента.
- Проблематична зарезка бокового ствола по данной технологии при больших (свыше 30о) зенитных углах, так как эксцентричная работа трубореза приводит к быстрому износу вооружения и даже его поломке.
Небольшая коррекция рассматриваемого варианта повысила шансы по возможности применения технологии.
Абсолютное большинство эксплуатационных скважин - наклонно-направленные и точка зарезки выбирается на криволинейном или, что происходит чаще, наклонном участке, можно считать заведомо известным азимут.
Поэтому нет необходимости вырезания участка колонны большой протяженности, достаточно вырезать столько, сколько нужно для обеспечения отклонения для выхода бурильной колонны из обсадной.
В зависимости от диаметров колонн и проектных интенсивностей это составляет интервал 6 - 10 метров, что существенно меньше по сравнению с предыдущим вариантом, где протяженность участка вырезания составляет не менее 18 метров. Большое количество боковых стволов было пробурено по такому варианту технологии в Удмуртнефти, начиная с середины 1990х гг.
Несмотря на существенное, по сравнению с базовой технологией, сокращение затрат времени, общие затраты времени на бурение боковых стволов были не ниже, чем на бурение новых скважин, а сокращение материальных затрат - малым утешением при получении стволов меньшего Ø.
- традиционный - когда каждый этап: спуск якоря, клина, стартового райбера, зарезного и расширяющего райбера проводился отдельным спуском.
- на комплекты райберов, позволяющих за 1 спуск создать окно, для дальнейшего бурения бокового ствола и основная разница заключается в способах заякоривания.
Наиболее распространены якоря с упором на забой.
Недостатками таких якорей являются:
- Необходимость установки надежного опорного цементного моста, на что требуются существенные затраты времени.
- Механическое заякоривание требует создание определенных нагрузок и если раскрытие запроектировано на небольшое усилие, то высока вероятность как преждевременного срабатывания его в стволе при спуске, так и проворота при бурении.
В случае необходимости создания больших нагрузок для заякоривания возникают проблемы с созданием этих нагрузок, особенно в наклонно-направленном стволе.
Технология предусматривает спуск компоновки, включающей профильную трубу и специальную трубу, внутри которой находится отклонитель.
1м спуском предусматривается спуск заякоривания отклонителя, отворот и выброс специальной трубы после подъема, 2м - спуск комплекта райберов и зарезка бокового ствола. Недостатками способа являются:
- Применение жесткой компоновки, требующей специальной подготовки скважины.
- Проблематичность в ориентировании отклонителя.
- Необходимость выполнения операции в 2 этапа.
Применение специальных якорей и пакеров, предусматривающихся при традиционных технологиях, занимает кольцевое пространство между их корпусами и эксплуатационной колонной.
В условиях малого проходного размера эксплуатационной колонны и необходимости применения компоновок с обеспечением транспортировочных зазоров внутренние размеры корпусов посадочных устройств оказываются чрезвычайно малыми, не позволяющими проводить работы ниже этих устройств.
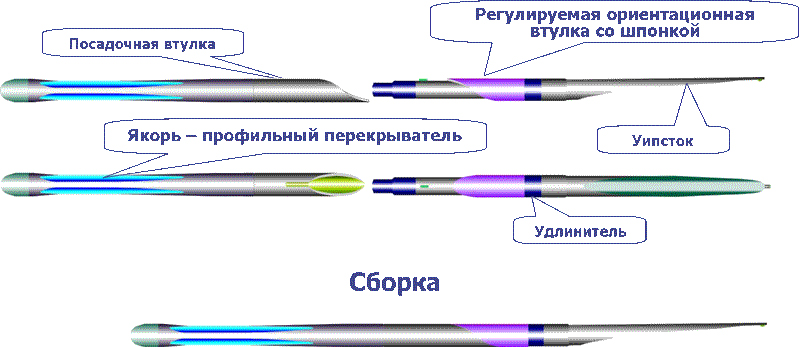
Применение профильного перекрывателя в качестве проходного якоря позволило обеспечить максимальное проходное отверстие при оптимальном транспортном размере. В устройстве, в отличие от аналогов, не происходит существенной потери Ø в якоре, а потери происходят в посадочной втулке, представляющей собой полую трубу с косым верхним (перовидным) срезом и шпоночным пазом, начинающимся от основания паза.
Внутреннее отверстие ограничивается транспортным Ø компоновки и толщиной стенки втулки. Верхняя часть устройства представляет собой ответную посадочную втулку с направляющей шпонкой, устройства регулировки положения клина относительно шпонки и удлинителей, обеспечивающих требуемую глубину точки зарезки относительно якоря. Устройство может быть выполнено любого Ø по размеру ствола скважины.
1. Производится спуск якоря посадочной втулки на разъединителе, созданием избыточного давления в трубном пространстве производится заякоривание, после чего производится разъединение якоря от посадочной втулки;
2. При помощи направляющего стержня гироскопическим инклинометром, а при зенитных углах свыше 5о любым датчиком отклонителя определяется положение шпоночного паза;
3. На устье выставляется направление клина относительно шпоночного паза, а также устанавливается глубина точки зарезки;
4. Дальнейшие операции производятся аналогично любым традиционным методам зарезки боковых стволов с клина;
5. При необходимости возможно извлечение клина, смена его положения относительно направляющей и зарезка дополнительных стволов без ограничения их количества.
Его применение может позволить производить зарезку боковых стволов точно по требуемому направлению, с любой глубины, при любых углах наклона скважины. Применение его возможно как при зарезке боковых стволов, так и при бурении многоствольных и разветвленно-горизонтальных скважин без потери нижележащего основного ствола.
Помимо того преимущества, что не теряется основной ствол, и зарезка происходит сразу в требуемом направлении, даже несмотря на большие материальные затраты по сравнению с зарезкой боковых стволов из вырезанных участков, или с применением отклонителей с упором на забой отмечено снижение затрат на выполнение работ в связи с сокращением сроков их выполнения.
Однако, наибольший эффект ожидается при бурении многоствольных и разветвленно-горизонтальных скважин, так как устройство и технология будут применяться не только при бурении, но также при избирательном проведении геофизических исследований и воздействии в процессе эксплуатации.
Особо следует отметить возможности при бурении разветвленно-горизонтальных скважин с установок непрерывных труб. В этом случае каждый дополнительный ствол может быть пробурен одним спуском, в то время как при бурении обычными бурильными колоннами потребуется, как минимум, 2 спуска инструмента.
Точно также упрощается обслуживание многоствольных и разветвленно-горизонтальных скважин в процессе эксплуатации и проведении геофизических исследований при помощи установок непрерывных труб, а именно, за 1 спуск можно избирательно провести требуемые работы на любом ответвлении или основном стволе.
Дополнительным достоинством способа является то, что компоновки не обладают жесткостью и не требуется специальной подготовки скважины. Недостаток способа - необходимость 2х спусков.
Применяется также вариант зарезки бокового ствола за 1 спуск. В этом случае профильная труба соединяется с отклонителем, а гидравлическое соединение профильной трубы с бурильным инструментом производится через специальные трубки, вмонтированные в корпус фреза. Такое упрощение способа приводит к увеличению жесткости компоновки, затруднениям с ориентированием, но в ряде случаев такой способ эффективен.