
В статье приводится обоснование выбора рабочих передних и задних углов режущих элементов с учетом влияния кинематических, технических, горнотехнологических условий работы породоразрушающего инструмента при бурении скважин различного назначения.
Традиционные и современные породоразрушающие инструменты (ПРИ) режущего типа, применяемые при бурении эксплуатационных и разведочных скважин, армируют вольфрамо-кобальтовыми сплавами и алмазно-твердосплавными пластинами (АТП).
У твердосплавных ПРИ рабочие передние, задние и углы заострения не взаимосвязаны, так как армирующие пластины могут быть различной формы, а АТП чаще всего - круглые цилиндры. Угол заострения δ таких пластин равен 90°, а передний β и задний α взаимосвязаны. От величины переднего угла β зависит усилия резания Fрез и формирование сколов пород.
На рисунке 1 показаны схемы формирования сколов режущими элементами с различными передними углами.
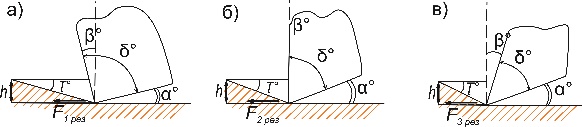
РИС. 1. а) сдвиг со сжатием, τ=15°; б) сдвиг, τ=20°; в) сдвиг с растяжением,τ=25°
Чем больше отрицательность переднего угла, тем выше сопротивляемость породы резанию. Величина заднего угла зависит от кинематических, технических, горнотехнологических условий резания.
Экспериментальные исследования показывают [1], что сопротивление породы дроблению Rд и скалыванию Rск пропорциональны контактной прочности Pк.
Rд = 0,24Pк;
Rск = 0,06Pк - для резцов с положительным передним углом β;
Rск = 0,07Pк - для резцов с нулевым передним углом β;
Rск = 0,08Pк - для резцов с отрицательным передним углом β.
Тогда усилие резания определяется по формуле (1), будет увеличиваться с ростом Rск и уменьшением угла скалывания τ:

где: Fзат - площадка затупления, мм2;
h - толщина срезаемого слоя породы, мм;
R - радиус установки режущего элемента, мм;
δ - угол резания, град;
τ - угол скалывания, град;
µс - коэффициент трения режущих элементов о породу.
Работоспособность любого ПРИ режущего типа определяется надежностью при разрушении пород на малых радиусах у оси ПРИ, где углы наклона винтовой траектории резания (рис. 2) имеют наибольшее значение и определяются зависимостью

где: h - глубина внедрения ПРИ за один его оборот мм/об;
R - радиус установки режущего элемента, мм.
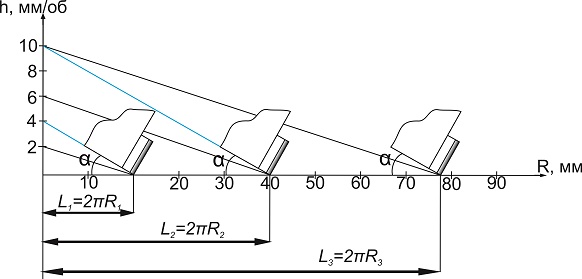
РИС. 2. Углы наклона винтовых траекторий резания ПРИ
(коронок различных диаметров)
Посадка режущих элементов на заднюю грань приводит к поломкам от действия сил по задней грани.
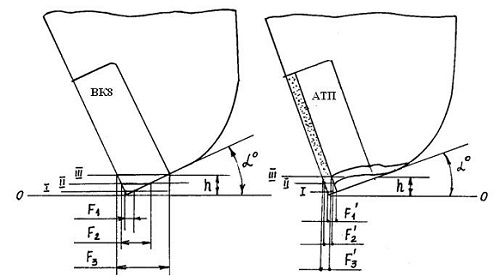
Часто значение заднего угла увеличивают для уменьшения роста площадки затупления у твердосплавных инструментов. На рисунке 3 представлены схемы износа режущей части буровых инструментов, армированных пластинами из ВК8 (а) и АТП (б).
а) б)
РИС. 3. Схема износа режущей части буровых инструментов армированных ВК8 (слева) и АТП (справа)
У АТП прирост площадки затупления происходит только за счет увеличения длины режущей кромки при постоянной ширине по алмазному слою, где F1 = F2 = F3. А так как коэффициент износа алмазного слоя в АТП в 50 и более раз превышает коэффициент износа вольфрамокобальтовой подложки, это приводит к повышенному износу АТП по задней грани и формированию заднего угла. Тем самым, АТП самозатачивается.
Поэтому, исходя из расчетов по формуле 2, видим, что для АТП, у которых передний β и задний α углы взаимосвязаны конструктивно, целесообразно принимать меньшие значения заднего угла. Это приведет к уменьшению угла резания δ и уменьшению отрицательного переднего угла β, а следовательно, к уменьшению усилия резания Fрез.
На основании анализа кинограмм при бурении и строгании с различной толщиной срезаемого слоя породы и элементов сколов была предложена расчетная схема к математическому описанию процесса резания резцом единичной ширины [1], представленная на рисунке 4.
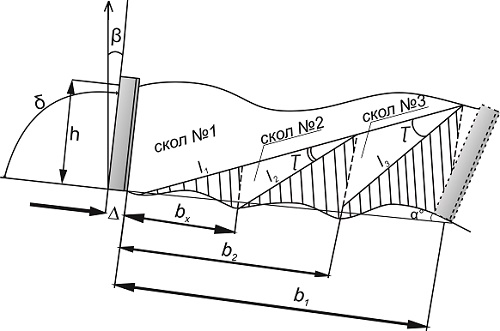
РИС. 4. Схема разрушения горной породы элементарным сечением режущего элемента при бурении
Установлено, что угол скола любого элемента к ближайшей поверхности обнажения незначительно отличается от угла скола породы τ, а отношение высоты контакта стружки к длине линии скола hст/l=K, есть величина постоянная и находится в пределах 4-4,5 для скальных горных пород.
Это означает, что на волнообразной поверхности забоя при бурении, угол наклона, образующий большие и малые волны, определяется по формуле
 и находится в пределах от 12,8° до 14,5°.
и находится в пределах от 12,8° до 14,5°.
Для предотвращения посадки режущего элемента на заднюю грань при прохождении через вершину на спуске с каждой волны, необходимо чтобы задний угол превышал 14,5°. Принимаем α=15°. А так как у ПРИ армированных АТП передний β и задний α углы взаимосвязаны конструктивно (при угле заострения δ=90°), то максимальной отрицательностью при минимальном возрастании усилия резания для коронок нового поколения является передний угол β равный 15°.
С учетом выполненных исследований нами впервые предложены буровые коронки, армированные АТП, для бурения горных пород VI-VIII категории по буримости (патент РФ 2359103), РФ № 242613, РФ № 2435927, РФ № 2577351), а также разработана, изготовлена и опробована стабилизирующая, антивибрационная буровая коронка.

РИС. 5. Стабилизирующая, антивибрационная буровая коронка, вид сбоку
Стабилизирующая, антивибрационная буровая коронка (рис. 5, 6) содержит корпус 1 с присоединительной резьбой 2, разделенная основными промывочными каналами 3 на секторы 4, которые с торцевой поверхности снабжены алмазно-твердосплавными пластинами 5, установленными разнонаправленно под углом -15о к направлению резания.

РИС. 6. Стабилизирующая, антивибрационная буровая коронка, вид сверху
Основные промывочные каналы 3 и дополнительные промывочные каналы 6 выполнены встречно под углом. Основные 3 и дополнительные 6 промывочные каналы выполнены по всей высоте корпуса 1 коронки по винтовой линии вправо по ходу вращения коронки. Высота корпуса 1 коронки зависит от шага винтовой линии основных 3 и дополнительных 6 промывочных каналов внутри дополнительных промывочных каналов 6 размещены 2 и более алмазно-твердосплавные калибрирующие пластины 7, каждая из которых представляет собой элемент отдельной винтовой линии и закреплена на корпусе с помощью пайки и предназначена для обработки боковой стенки скважины.
При бурении очень абразивных пород на коронке монтируется не 2, а 4 ряда калибраторов, то есть 12 штук АТП Ø 10 мм.
Предлагаемая коронка работает следующим образом. Промывочная жидкость, предназначенная для охлаждения коронки и транспортировки продуктов разрушения на поверхность скважины от промывочного насоса, движется через вращающуюся вправо колонну бурильных труб, корпус коронки попадает на забой скважины. Выходя из-под торца коронки 1, промывочная жидкость забирает буровой шлам и транспортирует его по основным 3 и дополнительным 6 промывочным каналам на поверхность в режиме наивысшей степени турбулентности, так как основные и дополнительные каналы расположены встречно под углом по винтовой линии вправо. При этом калибрирущие АТП 7 закреплены в дополнительном промывочном канале 6 и калибруют стенки скважины, уменьшая искривление скважины. Основные алмазно-твердосплавные пластины работают в режиме резания с разнонаправленным усилием. Все это в целом дает возможность улучшить вынос шлама с забоя скважины, уменьшить вибрацию, количество сколов и поломок, придать плавность траектории бурения и, как результат, добиться увеличения механической скорости бурения и ресурса или проходки на коронку. Таким образом, все силы, действующие на коронку, являются разнонаправленными, то есть направлены в сторону забоя скважины и керна и не дают коронке вибрировать.
Таким образом, нами предложена антивибрационная буровая коронка, содержащая корпус с присоединительной резьбой, разделенный основными промывочными каналами на секторы, которые с торцевой поверхности снабжены алмазно-твердосплавным пластинами, имеющими отрицательные передние углы в плане к боковым внутренней и внешней поверхностям резания и отрицательные передние углы к торцевой поверхности забоя скважины, основные промывочные каналы выполнены встречно под углом, кроме того, в корпусе коронки в секторах встречно под углом расположены дополнительные промывочные каналы, выполненные по всей высоте корпуса коронки по винтовой линии вправо по ходу вращения коронки, высота корпуса коронки зависит от шага винтовой линии основных и дополнительных промывочных каналов, внутри дополнительных промывочных каналов размещены две и более алмазно-твердосплавные калибрующие пластины, каждая из которых представляет собой элемент отдельной винтовой линии и закреплена на корпусе с помощью пайки под отрицательным углом от минус 5о до минус 15о относительно поверхности резания, отличающаяся тем, что алмазно-твердосплавные пластины на торце коронки расположены разнонаправлено под отрицательным углом 15о к направлению резания.
Для других породоразрушающих инструментов при бурении горных пород определяющими в выборе переднего угла могут быть другие условия, например, кинематические. Так для буровых резцов типа РШ-140 или РБК-42, армированных АТП, передний угол β может превышать -20° из-за возможности посадки на заднюю грань АТП у рассечки при больших подачах. Для режущих буровых инструментов, армированных вольфрамокобальтовыми вставками при бурении горных пород определяющим могут быть технические условия.
Выводы:
- Впервые при бурении эксплуатационных и разведочных скважин для буровых инструментов режущего типа, армированных АТП, по экспериментальным данным обоснован выбор рабочих передних и задних углов.
- При выборе рабочих передних и задних углов ПРИ, армированных АТП, определяющим является уменьшение усилия резания и уменьшение прироста площадки затупления, а также предупреждение посадки режущих элементов на заднюю грань.
Литература
- Крапивин М.Г., Раков И.Я., Сысоев Н.И. Горные инструменты. - 3-е изд., переработанное и дополненное. - М.: «Недра», 1990 - 256 с.
- Третьяк А.А., Литкевич Ю.Ф., Борисов К.А. Определение скорости бурения и наработки коронок нового поколения, армированных алмазно-твердосплавными пластинами. Neftegaz, 2016, № 10, с. 29-33.
- Литкевич Ю.Ф., Асеева А.Е., Третьяк А.А. Разработка методики расчета наработки породоразрушающего инструмента с алмазно-твердосплавным вооружением. Строительство нефтяных и газовых скважин на суше и на море. - 2010. - № 12. - с. 2-5.
- Третьяк А.А. Разработка технологического регламента отработки коронок, армированных алмазно-твердосплавными пластинами. Горный информационно-аналитический бюллетень. - 2011. - № 12. - с. 228-232.
Автор: А. А.Третьяк, Ю. Ф. Литкевич, К. А. Борисов, (ЮРГПУ(НПИ))




