
Этановая фракция служит сырьем для производства полимерных химических продуктов.
Одним из крупных источников этана являются природные сернистые газы Оренбургского, Астраханского и других месторождений Прикаспийской впадины.
Существующая и перспективная сырьевые базы для развития действующих и создания новых газоперерабатывающих и газохимических производств определяются объемами добычи и составами углеводородного сырья газоконденсатных и нефтегазоконденсатных месторождений.
Газ большинства новых месторождений Восточной Сибири и Дальнего Востока, а также Надым-Пур-Тазовского региона характеризуется высоким содержанием этана, который является ценным сырьем для газохимических производств, ориентированных на получение продуктов глубокой переработки с высокой добавленной стоимостью, что обусловливает необходимость развития и внедрения нового технологического процесса глубокого извлечения фракции С2+.
Развитие газоперерабатывающих предприятий (ГПЗ) является важным фактором и шагом к выходу на нетипичные для РФ рынки Северо-Восточной Азии, что требует максимальной оперативности в принятии решений (включая и технологические) по развитию данной подотрасли.
Схемы технологических установок разделения углеводородных газов и газоперерабатывающих заводов в целом заметно различаются, хотя используют одни и те же физические процессы абсорбции, ректификации, конденсации и теплообмена.
В настоящее время при извлечении этана предпочтение отдается технологическим схемам с детандерным холодильным циклом.
Считается, что детандеры выгодно использовать, когда сырьевой газ имеет высокое давление.
Однако дальнейшее совершенствование детандеров и технологических схем показало эффективность их применения и при низком давлении сырьевого газа.
В этом случае сырьевой газ дожимается до 4–7 МПа.
Часто технологические схемы с детандером для предварительного охлаждения газа включают пропановые холодильные циклы, а иногда и циклы на смеси углеводородов.
Примером (базовым вариантом) является технологическая схема, предназначенная для извлечения фракции С2+ и высших углеводородов из природного газа (рис. 1).
Максимального извлечения этана можно достичь в колонне с дефлегматором.
От способа охлаждения газа в дефлегматоре значительно зависят затраты энергии.
В патенте США приведены варианты схемы орошения деметанизатора:
1) с применением рецикла на «холодном» газе (рис. 2);
2) применением рецикла на «теплом» газе (рис. 3);
3) 2мя турбодетандерными агрегатами (рис. 4).
Проведем сравнение этих схем с базовым вариантом схемы (см. рис. 1*).
Рис. 1. Базовая технологическая схема установки газоразделения с выделением С2+: Т1–Т5 - теплообменники; С - сепаратор; ТДА - турбодетандерный агрегат; К1 - компрессор; К - колонна разделения
Вариант 1. Схема газоразделения с применением рецикла на «холодном» компрессоре
Эффективный вариант схемы с холодным компрессором приведен на рис. 2.
Здесь часть выходящего из деметанизатора газа подается в компрессор К2, охлаждается в теплообменнике Т6, дросселируется и подается на верхнюю тарелку деметанизатора.
Добавка этого рецикла с холодным компрессором, как отмечают авторы патента, позволила повысить коэффициент извлечения этана с 90 до 99,3 % при увеличении затрат энергии всего на 1 %.
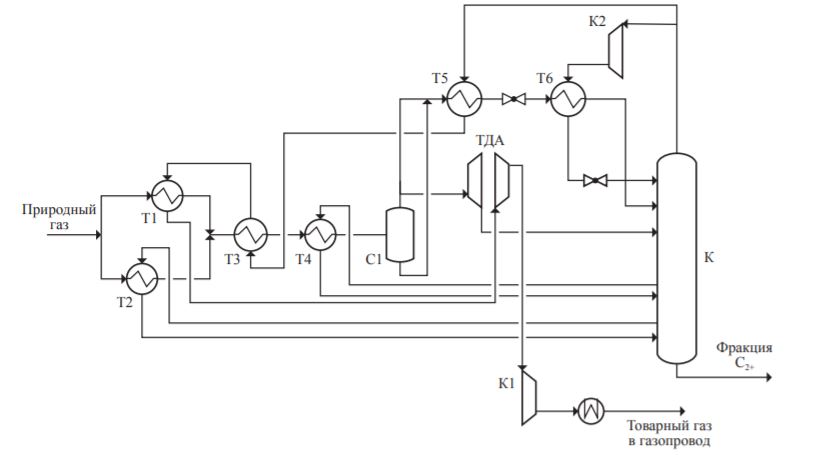
Рис. 2. Технологическая схема установки газоразделения с выделением С2+ с рециклом на «холодном» компрессоре
Вариант 2. Схема газоразделения с использованием компрессора на «теплом» газе
Орошение осуществляется с таким же рециклом, но с использованием компрессора на теплом газе (рис. 3).
В рецикл добавлены рекуперативный теплообменник Т7 и аппарат воздушного охлаждения (АВО).
При аналогичном варианту 1 извлечении этана затраты энергии на 4 % выше, чем в базовом (см. рис. 1).
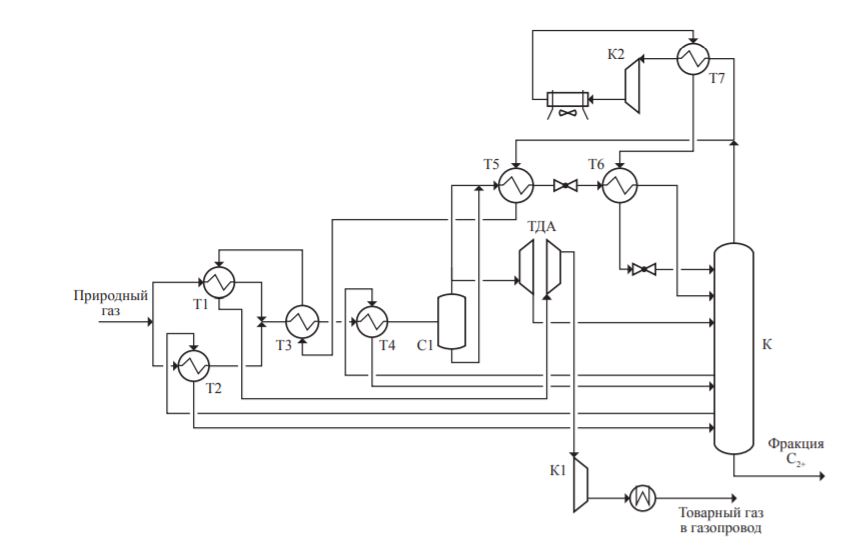
Рис. 3. Технологическая схема установки газоразделения с выделением С2+ с рециклом на «теплом» компрессоре
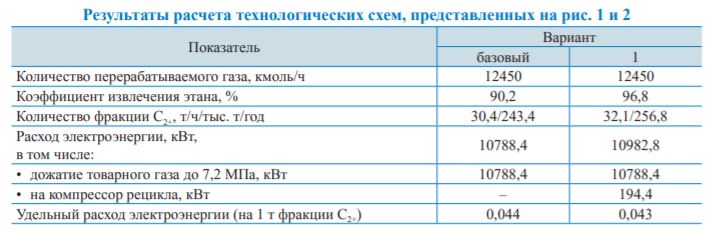
Вариант 3. Схема газоразделения с двумя турбодетандерными агрегатами
На рис. 4 приведена технологическая схема, в которой отсутствует дополнительный компрессор, но добавлен еще один ТДА.
Часть товарного газа охлаждается в рекуперативном теплообменнике Т5, расширяется в дополнительном турбодетандере и подается в качестве верхнего орошения.
Затраты энергии в варианте 3 (при коэффициенте извлечения этана 99 %) на 33 % выше, чем в базовом.
Следовательно, внесенные в схему изменения экономически не оправданы.
В табл. 1 приведены результаты выполненных в Газпром ВНИИГАЗе расчетов технологических схем, представленных на рис. 1 и 2 (варианты базовый и 1).
При расчете использованы состав и параметры сырьевого газа, аналогичные исходным данным.
Состав газа (% мольн.): метан - 93,24; этан - 4,23; пропан - 1,32; С4+ - 1,21. Давление сырьевого газа - 7,2 МПа, температура - 49 оС.
Товарный газ дожимается до 7,2 МПа.
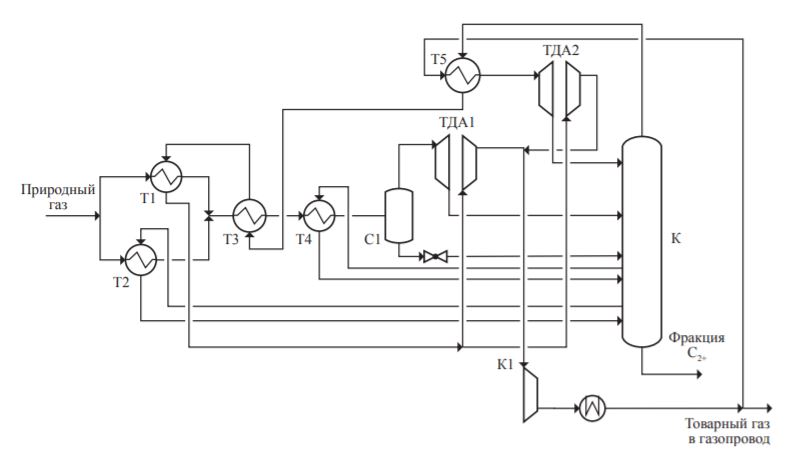
Рис. 4. Технологическая схема установки газоразделения с выделением С2+ с 2мя ТДА
Таблица 1
Как следует из табл. 1, коэффициент извлечения этана по схеме с холодным компрессором рецикла достиг ≈ 97 % (ниже, чем в патенте).
Затраты энергии на единицу продукции (С2+) чуть меньше, чем по базовой схеме.
Приведенные схемы (см. рис. 2–4) были разработаны с применением моделирующих пакетов прикладных программ Aspen Hysys, GIBBS.
Расчет выполнялся на состав газа (% мольн.): метан - 92,71; этан - 4,05; пропан - 0,82; С4+ - 0,43. Давление сырьевого газа - 6 МПа, температура - 30 оС.
Товарный газ дожимается до 6 МПа.
В табл. 2 отражены общие энергетические характеристики рассмотренных установок извлечения фракции С2+.
На рис. 5 приведены результаты исследования влияния давления сырьевого газа на входе в установку извлечения этановой фракции на степень извлечения этана и удельные энергетические показатели (расчеты выполнены для базового варианта, см. рис. 1).
Данные рис. 5 показывают, что повышение давления на входе в установку извлечения фракции С2+ благоприятно влияет на энергетические показатели и степень извлечения этана.
Данный факт свидетельствует о том, что рекомендуемым давлением на входе в установку является диапазон давлений, превышающий 6 МПа.
На рис. 6 приведены результаты исследования влияния давления в колонне выделения фракции С2+ (деметанизации) на энергетические показатели и степень извлечения этана при постоянном давлении сырьевого газа на входе 6,0 МПа (расчеты выполнены для базового варианта, см. рис. 1).
Таблица 2


Рис. 5. Зависимость удельных энергетических затрат и степени извлечения этана от давления сырьевого газа

Рис. 6. Зависимость энергетических затрат и степени извлечения фракции С2+ от давления в колонне деметанизации
Как показано на рис. 6, степень извлечения фракции С2+ растет со снижением давления в колонне деметанизации, что связано с понижением температуры входяших потоков, при этом энергетические затраты возрастают, что связано с необходимостью последующего дожатия товарного (метанового) газа до требуемого давления.
При этом удельные энергозатраты находятся на минимальном уровне при степени извлечения 86–87 % мольн.
Снижение давления в колонне деметанизации может быть применено при отсутствии необходимости:
- последующего дожатия товарного газа до исходного давления (отсутствует необходимость магистрального транспорта);
- последующего выделения гелия и/или удаления азота при требуемом технологическом запасе давления для получения дополнительного холода в блоках деазотации и гелиевого концентрата.
Проведенные исследования показали:
- все рассмотренные варианты схемы газораспределения могут быть применены при выделении этановой фракции из природного газа вплоть до степени извлечения 90 % мольн. этана;
- энергетические затраты при выборе любого варианта будут находиться в диапазоне от 0,1 до 0,3 кВт/т;
- повышение степени извлечения фракции С2+ из природного газа до 95 % мольн. обеспечивают рассмотренные на рис. 2–4 варианты. При этом энергозатраты составляют менее 0,21 кВт/т.
Для определения наиболее оптимальной схемы глубокого извлечения фракции С2+ для планируемого к реализации объекта необходимо выполнить расчет экономической эффективности.
Список литературы
1. Технология переработки природного газа и конденсата: справочник. - Т. 1. - М.: Недра, 2002.
2. Пат. 4889445 США, МКИ F 25 j 3/02. Hydrocarbon gas processing / Campbell R.E., Wilkinson J.D., Hudson H.M. - Заявл. 21.11.88; опубл. 26.12.89.
Автор: Д.П. Копша, А.В. Оскирко




