
Работы по продлению срока безопасной и надежной службы паровых турбин, включают следующие этапы:
- Разработка программы работ по диагностическому обследованию турбины.
- Диагностическое обследование в соответствии с нормативными документами и разработанной программой работ, в том числе обследование деформационного состояния высокотемпературных деталей:
- замер остаточной деформации на поверхностях осевых каналов РВД и РСД и обработка данных;
- определение максимальных остаточных прогибов диафрагм;
- замер коробления корпусов и обойм;
- контроль деформации высокотемпературных гаек фланцев цилиндров
- замер «выползания» замковых рабочих лопаток
- замер деформаций высокотемпературных гибов пароперепускных труб.
- Обработка данных диагностического обследования и разработка рекомендаций по устранению обнаруженных дефектов.
- Расчетная оценка остаточного ресурса термонапряженных узлов турбины с учетом предшествующей наработки и условий эксплуатации. Оценка длительной прочности и малоцикловой усталости.
- Составление заключения о возможности, условиях и сроках безопасной эксплуатации, экспертиза промышленной безопасности.
Определение остаточного ресурса основных ресурсоограничивающих деталей и узлов турбин после длительной эксплуатации проводится на основании обследования состояния металла, замеров деформаций и расчетной оценки по критериям исчерпания длительной прочности и пластичности материала с учетом повреждаемости материала от малоцикловой усталости. Расчеты проводятся с использованием современных многоцелевых расчетных программных комплексов, позволяющих учесть особенности конструкции и условий эксплуатации.
Для оценки индивидуального ресурса элементов турбин используются имеющиеся экспериментальные зависимости пределов ползучести и длительной прочности от исходных значений пределов текучести и прочности поковки. Для расчетов также используются полученные на образцах кривые ползучести при различных температурах и напряжениях.
Рассмотрим ротор среднего давления (РСД) турбины типа К-200-130 ЛМЗ. Расчеты напряженно-деформированного состояния выполнялись методом конечных элементов, используя программный комплекс ANSYS. Для определения напряженного состояния ротора использовалась осесимметричная расчетная модель, (представлена на рисунке 1) с возможностью задания неосесимметнричной нагрузки.
РСД эксплуатировался при температуре вторично перегретого пара Тпп = 515°С. Максимальные напряжения имеют место в галтели обода диска 14-й ступени и составляют после 320 тыс. часов эксплуатации, с учетом релаксации от ползучести, sМ = 14,8 кгс/мм2 (рисунок 2). Рассчитанные запасы по длительной прочности и малоцикловой усталости удовлетворяют нормативным значениям в соответствии с ОСТ 108.020.109-82 (с изм. № 1 1993 г.), что позволило продлить срок эксплуатации ротора до 320 тыс. часов.

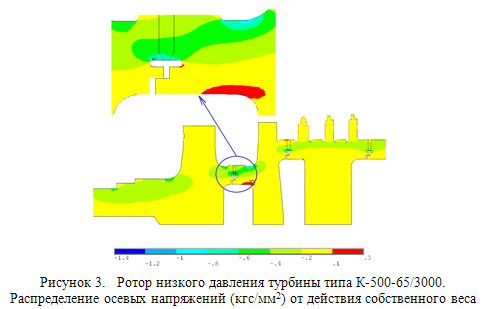
Роторы низкого давления (РНД) турбин К-500-65/3000 для АЭС являются наиболее напряженными, так как они имеют большие радиальные размеры, нагружены центробежными силами от длинных рабочих лопаток и значительными знакопеременными напряжениями от собственного веса при вращении.
Для сварных роторов такого типа необходимо выполнять расчеты, как статической прочности, так и малоцикловой (согласно РТМ 108.021.103-85) и многоцикловой усталости зон сварных швов с учетом возможных дефектов. На рисунке 3 приведены осевые напряжения в РНД от действия собственного веса. На рисунке 4 показаны возможные варианты разрушения в зоне сварного шва перемычки ротора.

В 2007 г. ОАО «Газпром» начал проводить реконструкцию парка агрегатов ГТК-10 для обеспечения надежной и безопасной эксплуатации далеко за пределами установленного ресурса. По прогнозам, максимальная наработка десятков агрегатов ГТК-10 на газоперекачивающих станциях достигнет к 2015 г. 250 тыс. часов.
Сотрудниками лаборатории было выполнено определение расчетного индивидуального остаточного ресурса газовых турбин типа ГТ-750-6 и ГТК-10-4. Были выполнены расчеты прочности основных элементов турбин: корпуса турбины, диафрагм ТВД и ТНД, обойм ТВД, дисков и рабочих лопаток ТВД.
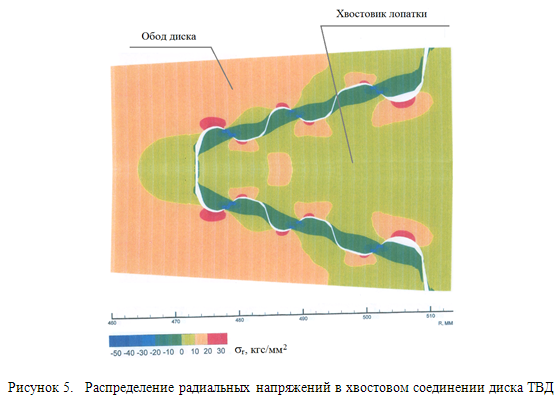
На рисунке 5 показаны результаты расчета радиальных напряжений в хвостовом соединении диска ТВД турбины ГТК-10-4, изготовленного из стали ЭП428. Максимальные напряжения имеют место в зоне контакта нижней пары зубьев хвостовика и обода диска.
На рисунке 6 показано распределение контактных напряжений по длине контактной поверхности нижней пары зубьев в начальный момент времени и после 200 тыс. часов эксплуатации.
По результатам расчетов ресурс ТВД был продлен до 200 тыс. часов.

Специалисты лаборатории составляют индивидуальные программы контроля турбин, осуществляют непосредственный контроль за проведением обследования и принимают технические решения по устранению обнаруженных дефектов.
До начала диагностирования рассматривается конструкторская, эксплуатационная и ремонтная документация, а также данные по наработке, параметрам свежего пара в течение всего срока эксплуатации, числу пусков и замене деталей.
Индивидуальная программа обследования и оценки технического состояния и остаточного ресурса турбины составляется на основе опыта ревизий аналогичных турбин с учетом действующих в России правил и норм, регламентирующих продление ресурса.
Программой предусматривается применение традиционных неразрушающих методов контроля - визуальный (или эндоскопический) контроль (ВК), цветная (ЦД), магнитнопорошковая (МПД), ультразвуковая (УЗД) дефектоскопия, замер твердости (ТВ), травление (ТР).
Для более достоверного решения вопросов продления ресурса в программу включаются некоторые дополнительные виды контроля - замеры остаточных деформаций диафрагм, замковых креплений рабочих лопаток и поверхности осевого канала ротора. Объем диагностирования может быть уточнен (дополнен) по результатам визуального и измерительного контроля после вскрытия клапанов и корпусов цилиндров.
Специалисты лаборатории выполняют обследование плотности вакуумной системы турбин с помощью галоидного течеискателя и разработку рекомендаций по повышению плотности узлов, находящихся под вакуумом.
В лаборатории накоплен большой опыт замеров остаточных деформаций на поверхности осевых каналов роторов высокого и среднего давлений турбин тепловых электростанций с помощью электронного нутромера ИВД-3, разработанного в ЦКТИ. Результаты измерений обрабатываются с помощью специально разработанной компьютерной программы.
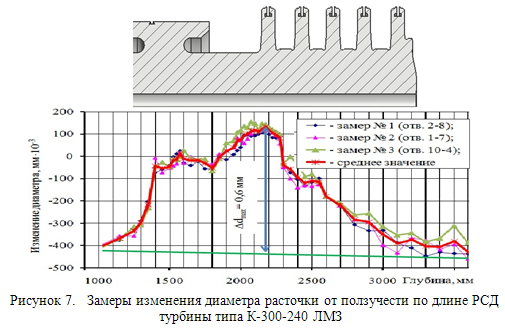
На рисунке 7 приведены результаты замеров изменения диаметра ротора среднего давления (РСД) турбины типа К-300-240 ЛМЗ после наработки 228 тыс. часов (828 пусков), при температуре пара после промперегрева Тпп = 540°С.
На рисунке 8 приведены результаты замеров остаточных деформаций, полученные ЦКТИ, на расточках РСД турбин типа К-300-240, а также расчетные кривые для температур свежего пара 545°С и 565°С.
Марка стали роторов Р2М. Пунктирными линиями соединены значения замеров одного и того же ротора. Замеренные значения деформации лежат ниже расчетных кривых, т.к. ротора эксплуатировались, как правило, при температурах ниже 545°С, и при расчетах использовались свойства стали Р2М по нижней огибающей полосы разброса.
Согласно СО 153-34.1-17.421-03, допустимая величина накопленной деформации ползучести 1,0 % при ресурсе 250 тыс. часов для стали марки Р2М. Видно, что деформации на поверхностях осевых каналов РСД этой конструкции намного меньше допускаемого значения.
Полученные результаты измерения диаметра могут быть использованы в качестве базовых для определения скорости ползучести стали и значения остаточных деформаций при дальнейшей эксплуатации.

Для обеспечения плотности фланцевого соединения покоробленных корпусов специалисты лаборатории выполняют работы по определению минимального объема шабровочных работ на поверхностях разъема и гарантированной затяжке шпилек.
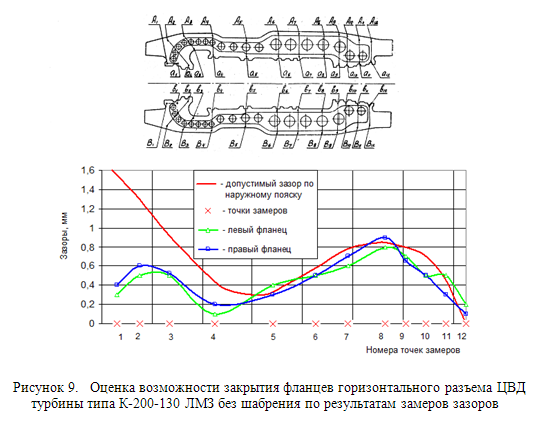
На рисунке 9 приведены схема и результаты замеров зазоров по горизонтальному разъему корпуса ЦВД турбины типа К-200-130 ЛМЗ после наработки 256 тыс. часов (639 пусков), при температуре свежего пара Т0 = 560÷545°С.
Замеры выполняются при свободном наложении крышки на нижнюю половину. Из рисунка видно, что кривые, построенные по результатам замеров зазоров по наружному пояску, лежат ниже кривой допустимых зазоров по РТМ 108.021.55-77. Незначительное превышение в точках замеров «5» и «8» допустимо. Замеры зазоров также показали, что разница по замерам зазоров по внутреннему и наружному пояскам не превышают 0,25 мм при допускаемом значении 0,5 мм.
Контроль напряжений при затяжке шпилек обеспечивается с помощью специального прибора ПКН производства ЦКТИ, ЛМЗ и ЛЭР. Для корпусов турбин, где имеет место значительная релаксация напряжений в шпильках и происходит пропаривание, рекомендуется использовать разработанную ЦКТИ систему охлаждения шпилек.
Специалисты лаборатории на станциях решают текущие вопросы по ремонту и модернизации существующих деталей турбинного оборудования с целью устранения причин их повреждений и повышения надежности работы.
В частности, широкое распространение получило легкосъемное соединение полумуфт роторов с гарантированным радиальным натягом взамен призонных штатных болтов, которое упрощает сборку и разборку соединения и обеспечивает повторяемость сборок и обладает повышенным запасом прочности к динамическим нагрузкам. Эскиз соединения приведен на рисунке 10.
Соединение может использоваться в энергетическом, общем и химическом машиностроении и предназначается для стягивания и жесткой фиксации фланцев полумуфт, корпусов и сосудов, подлежащих периодической разборке, и, в частности, роторов турбомашин. Соединение защищено патентом России № 1833485.
Монтаж и демонтаж соединения осуществляется с гарантированным зазором по призонной части. Использование соединения вместо традиционных призонных болтов исключает возникновение задиров на болтах и в отверстиях, и поэтому отпадает необходимость в райберовке отверстий. Соединение обеспечивает повторяемость сборки роторов и стабильность их соосности в процессе эксплуатации, повышает жесткость соединения роторов, улучшает вибрационное состояние валопровода.
Объем апробации и внедрения легкосъемного соединения: 14 турбин в России и за рубежом. Срок наработки 12÷15 лет.

При проведении технического диагностирования основных элементов турбин после длительной эксплуатации, иногда превышающей парковый ресурс в 1,5 - 2 раза, часто обнаруживаются дефекты и/или отклонения от требований нормативной документации.
Возможность, сроки и условия эксплуатации турбин с такими дефектами требует обоснования, которое проводится с учетом данных о текущем техническом состоянии оборудования и прогнозирования его поведения на основании расчетов и анализа за весь срок эксплуатации.
Такой комплексный подход к решению поставленной задачи позволяет выдавать обоснованные рекомендации по временной эксплуатации турбин с имеющимися дефектами, не снижая их надежности и безопасности.
Например, при обследовании турбины типа К-200-130 ЛМЗ после 268 тыс. часов эксплуатации при 352 пусках на наружной поверхности корпуса стопорного клапана ЦВД были обнаружены трещины. Клапан изготовлен из стали 15Х1М1ФЛ. Были выполнены выборки и засверловки (см рисунок 12).
На рисунке 13 показаны результаты расчетов напряжений в корпусе клапана при установившейся ползучести через 298 тыс. часов. Проведенные расчеты показали, что дальнейшая эксплуатация клапана допускается без заварки выборки до следующего обследования через 30 тыс. часов, т.к. напряжения в зоне выборки не превосходят 8 кгс/мм2, что соответствует запасу по длительной прочности nд.п = 1,8 >[1,5] - выше нормативного значения согласно ОСТ 108.020.132-85.


В зоне паровпуска на стенке корпусов ЦВД часто наблюдаются дефекты в виде трещин. Иногда трещины появляются на фланцевом разъеме нижней половины цилиндра и распространяются до отверстий для крепления шпилек.
Например, на фланце корпуса из стали 20ХМФЛ турбины К-50-90 ЛМЗ после наработки 214 тыс. часов при 2268 пусках была обнаружена трещина протяженностью 320 мм, проходящая от паза под установку сопловой коробки до шпилечного отверстия шпильки М120 по всей его высоте, трещина также захватывает витки резьбы отверстия (см. рисунок 13).
Такой дефект подлежит выборке и заварке. Для уменьшения объема сварочных работ и работы по восстановлению резьбы было рекомендовано оставить трещину в резьбе, а сторону трещины, обращенную к выборке, блокировать половиной стальной трубки Æ20 мм, толщиной 3÷4 мм. Выпуклая часть трубки должна быть обращена в сторону выборки. Трубка приваривается по всей протяженности трещины (320 мм).
Таким образом, полость образованная половиной трубки и дном выборки, будет служить деконцентратором напряжений, возникающих на краю невыбранной трещины. Эскиз выборки приведен на рисунке 14. Все сварочные работы проводятся согласно РД 108.021.112-88.

Для модернизируемого и вновь проектируемого оборудования выполняются расчеты на стадиях разработки технического предложения и эскизного проектирования с целью получения необходимых данных для решения вопроса о принципиальной возможности создания установки, отвечающей заданным техническим характеристикам и выбора оптимальных основных размеров и материалов для изготовления.
На стадиях технического проекта и разработки рабочей документации выполняются расчеты с целью окончательного выбора размеров и материалов и определения запасов прочности. При необходимости, выполняются расчеты на устойчивость. Для конструкций, установленных вне помещений, учитываются ветровые и снеговые нагрузки.
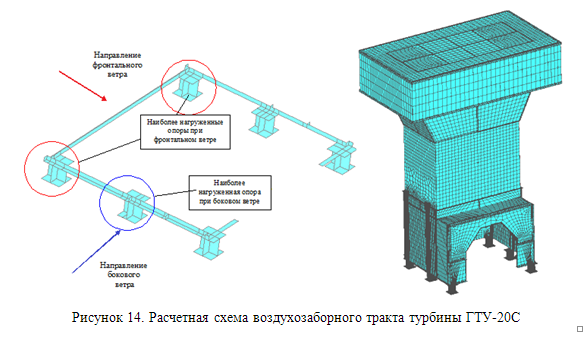
Например, для воздухозаборного тракта турбины ГТУ-20С кроме стандартных расчетов прочности, были выполнены расчеты с учетом ветровой нагрузки согласно ГОСТ Р 51273-99 «Нормы и методы расчета на прочность. Определение расчетных усилий для аппаратов колонного типа от ветровых нагрузок и сейсмических воздействий». Рассматривались два варианта - фронтальный ветер и боковой ветер. На рисунке 14 показана расчетная схема ВЗУ.
Расчеты показали, что максимальные раскрывающие усилия в болтовых соединениях крепления опор ВЗУ к фундаменту возникают при фронтальном ветре и вызывают (в пересчете на площадь болта - Ст.15Х - самой нагруженной опоры) напряжения sраскр = 10,8 кгс/мм2, которые соответствует запасу по пределу текучести n0,2 = 2,4 >[2,0] - выше нормативного значения [3].
В связи с ужесточением требований к обеспечению надежности конструкций при сейсмическом воздействии необходимо выполнять расчеты прочности при заданных спектрах ответа, особенно для конструкций, расположенные в сейсмоопасных районах (Нормы проектирования сейсмостойких атомных станций НП-031-01).
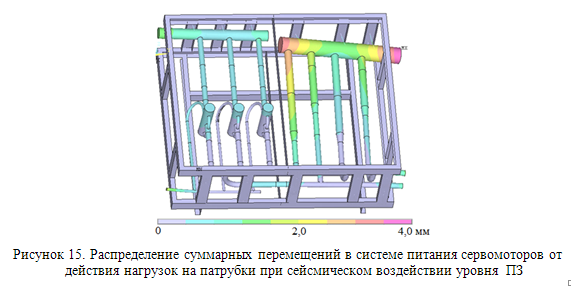
На рисунке 15 представлены распределения суммарных перемещений в системе питания мембранных сервомоторов обратных клапанов турбоустановки типа К-800-130/3000 от действия нагрузок на патрубки от присоединенных трубопроводов от сейсмического воздействия уровня «проектное землетрясение» (ПЗ).
Использование современных методов расчета, накопленный опыт по обследованию и продлению ресурса турбинного оборудования позволяют сотрудникам лаборатории прочности турбин выполнять обоснованные оценки прочности и остаточного ресурса оборудования и гарантировать надежную и безопасную работу.
Список нормативно-технической литературы
1.ГОСТ 26390-79. Агрегаты газоперекачивающие с газотурбинным приводом. Технические требования
2.ГОСТ 26948-86 Турбины паровые стационарные для привода электрических генераторов на тепловых и атомных электростанциях. Общие технические требования.
3.ПНАЭ Г-7-002-86. Нормы расчета на прочность оборудования и трубопроводов атомных энергетических установок. Энергоатомиздат.
4.РД ЭО 0630-2005. Методические указания по контролю металла с целью продления срока эксплуатации турбин АЭС сверх назначенного срока. Изд. ФГУП Концерна «Росэнергоатом».
5.СО 153-34.17.440-2003. Инструкция по продлению срока эксплуатации паровых турбин сверх паркового ресурса. М., Изд. ВТИ.
6.ОСТ 108.021.07-84. Турбины паровые стационарные. Нормы расчета на прочность хвостовых соединений рабочих лопаток. Л., Изд. НПО ЦКТИ.
7.РТМ 108.020.14-82. Турбины газовые стационарные. Нормы статической и термоциклической прочности рабочих и направляющих лопаток. Изд. НПО ЦКТИ.
8.РТМ 108.022.106-86. Установки газотурбинные. Расчеты на прочность дисков и роторов. Изд. НПО ЦКТИ.
9.Левченко А.И.,. Расчет прочности и ресурса ротора турбины высокого давления ГТУ ГТ-750-6. Сб. «Труды ЦКТИ», вып. 295, 2006.
10.Смелков Л.Л. Экспертиза промышленной безопасности и продление срока службы основных деталей турбин. Ж. «Берг-коллегия», № 12, 2008.
11.Гаврилов С.Н., Георгиевская Е.В., Левченко А.И., Федорова Л.В, Опыт продления ресурса паровых турбин при сверхдлительных сроках эксплуатации. Ж. НРЭ № 8, 2012.
Автор: Судаков А Зам. гендиректора, д.т.н., Гаврилов С. зав. отделом, к.т.н., Георгиевская Е.. завлаб, к.ф.-м.н., Левченко А. ведущий научный сотрудник, к.т.н., Федорова Л.. старший научный сотрудник «НПО ЦКТИ»




