
В настоящее время наблюдается устойчивый рост интереса к переработке природного и попутного нефтяного газа.
В последнем случае особенно актуальна задача переработки его в удобный для транспортирования продукт непосредственно на месте добычи.
Особенность попутного газа заключается в том, что он является побочным продуктом нефтедобычи.
По геологическим характеристикам различают попутные газы газовых шапок и газы, растворённые в нефти.
Для эффективного использования попутного газа необходимо не допустить его потерь, связанных с неподготовленностью инфраструктуры для его сбора, подготовки, транспортировки и переработки, отсутствием потребителя.
В этом случае попутный газ просто сжигается на факелах.
Нефтяной попутный газ - это смесь газов и парообразных углеводородных и не углеводородных компонентов, выделяющихся из нефтяных скважин и из пластовой нефти при её сепарации.
Обычно нефтяной попутный газ рассматривается как иcтoчник cыpья для пpoизвoдcтва pяда xимичеcкиx продуктов, источник получения дешевой электрической и тепловой энергии.
Утилизация попутного нефтяного газа и всех его составляющих должна быть направлена на выcoкoтеxнoлoгичнoе ocвoение меcтopoждений нефти, для ликвидации неблагоприятных последствий и возврата в оборот углеводородного сырья. Возможны два направления утилизации попутного газа - это энергетическое и нефтехимическое.
Применение современных технологий позволяет использовать конечный продукт утилизации попутного газа в качестве топлива для получения электроэнергии на газотурбинных электростанциях и тепла. Обеспечивая подготовку и утилизацию попутного газа нефтедобывающая компания не только избегает штрафов за сжигание попутного газа, но и обеспечивает свою компанию качественной электроэнергией, теплом, сохраняя при этом имидж социально-ответственной организации. Современные технологии утилизации попутного газа предоставляют возможность полностью использовать попутный нефтяной газ на месторождениях, получать дополнительную электроэнергию, тепло и углеводородные газомоторные топлива.
Как известно, основным компонентом природного и попутного нефтяного газа (ПНГ) является метан. Однако, в отличие от «сухого» природного газа, содержащего 90-98% CH4, ПНГ насыщен более тяжелыми углеводородами - летучими компонентами нефти. В зависимости от месторождения в составе ПНГ может содержаться до 60% С2+ углеводородов, причем значительная часть этого количества (до 15%) представляет собой легкую бензиновую фракцию С5+. Также, ПНГ содержит значительное количество пропан-бутановой фракции, которая является ценным сырьем для нефтехимии.
Методы перерарботки
Условно методы переработки газов можно разделить на три большие группы:
- физико-энергетические
- термо-химические
- химико-каталитические методы
Физико-энергетические методы.
В основе существующих газоперерабатывающих производств лежат физико-энергетические методы сжатия газов, физические методы их разделения с применением больших разностей энергетических потенциалов, создаваемых мощными холодильными и нагревательными установками.
Главной проблемой является удешевление процесса за счет использования более дешевых энергетических агрегатов.
Особенно это необходимо в условиях применения данных методов переработки на месторождениях.
Для этих целей разработаны технологии газоразделения с применением для сжатия газов вместо дорогостоящего компрессорного оборудования установок двухфазного эжектирования с использованием серийных нефтяных насосов. Использование насосов вместо компрессоров само по себе дает значительную экономию капитальных затрат.
Часто в условиях месторождений использование технологий, основанных на применении насосов, является единственной возможностью при наличии запаса этого распространенного нефтяного оборудования при минимальных затратах провести необходимые технологические разработки.
Особенно эффективно применение двухфазного эжекторного сжатия для «жирных» газов последних ступеней сепарации. При достаточно высокой молекулярной массе газов использование газовых компрессоров затруднено из-за возникновения конденсации газов в тракте компрессора, что уменьшает кпд компрессора и выводит его из строя. Как раз в этой области, при наличии конденсации, эффективность работы двухфазного эжектора, напротив, возрастает. Двухфазный эжектор выполняет одновременно несколько функций:
- повышает давление газа за счет взаимодействия с высоконапорной струей;
- термостабилизирует процесс сжатия, что облегчает последующие стадии газоразделения;
- обеспечивает абсорбцию наиболее тяжелой части газа в потоке жидкой фракции с последующим разделением в десорбере.
При этом снижаются требования с холодильному потенциалу системы газоразделения, что снижает стоимость холодильной установки - наиболее дорогой части системы газоразделения.
Разрабатываемые эжекторные установки имеют значительные преимущества по сравнению с серийно выпускаемыми. В установках применяется диффузорное торможение в сверхзвуковой части двухфазного потока, что приводит к уменьшению числа Маха и значительному уменьшению потерь полного давления на скачках уплотнения. В отличие от существующих установок, в которых нагрев газа уменьшает эффективность эжектора (его адиабатический кпд), в этих установках при наличии сверхзвукового диффузора нагрев газа приводит к увеличению кпд за счет преобразования части тепловой энергии в потенциальную энергию сжатия газа.
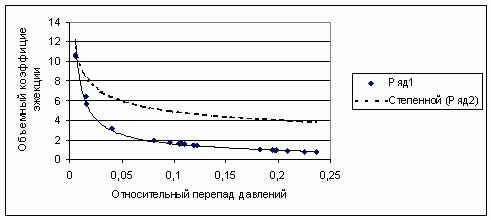
На рис.1 приведена проектная зависимость для разрабатываемых в промышленности эжекторных установок.
Относительный перепад давления равен отношению перепада давления рабочей и эжектируемой среды к перепаду давления, создаваемого эжектором. Видно, что для большинства испытаний, особенно для эжекторов со сверхзвуковыми диффузорами, перепады давлений, создаваемые нашими эжекторами значительно превосходят серийные показатели.
Методы прямого термического воздействия являются основой для получения из сырьевых газов природных нефтяных и газовых месторождений основного количества полупродуктов нефтехимии - непредельных углеводородов (этилен, пропилен, дивинил и др.), дающих начало всему многообразию продуктов основного органического синтеза.
На существующих производствах ведется пиролиз газовых фракций С2 - С4 или жидких фракций С5+.
Процесс осуществляется при температурах до 11000 С и при давлениях несколько атмосфер. В продуктах пиролиза кроме непредельных углеводородов содержится метан, ароматические и полициклические углеводороды.
На сегодняшний день известны случаи применения термического пиролиза для получения этилена из метана.
Это стало возможным за счет особого сочетания высокой температуры, высокого давления и малой длительности процесса.
Сам процесс проходит в две стадии - стадию нагрева до максимальной температуры и адиабатическую стадию.
Достигнутые параметры процесса на установке с производительностью 50 м3/час показывают высокую эффективность данной технологии: 35-40% конверсии метана за проход, до 30% выхода этилена на исходное сырье при селективности по этилену 75-80%.
Достижение таких результатов стало возможным за счет применения новых материалов для пиролизных труб. Используются такие высокотемпературные материалы, как молибден, карборунд (SiC), импортные материалы типа Hexaloy. Разработанная в нашей компании технология сварки трубных участков, калачей и других элементов оборудования из этих материалов позволяет изготавливать трубные пучки промышленных пиролизных печей для переработки сотен миллионов м3 газа в год.
Высокая энергетика процесса пиролиза метана накладывает жесткие ограничения как на применяемые материалы, так и на способ подвода тепловой мощности к стенкам пиролизных труб.
Необходимая плотность теплового потока (200-300 кВт/м2) в несколько раз превышает достигаемые плотности в существующих промышленных печах пиролиза.
К настоящему времени освоена технология пиролиза метана за счет применения электронагрева. Электронагрев позволяет достигать значительно более высоких плотностей тепловых потоков по сравнению с печным нагревом. Однако применение электронагрева на предприятиях химической промышленности газо-переработки встречает затруднения в связи с высокой стоимостью электроэнергии.
Другая ситуация складывается при применении данного метода в условиях переработки газов непосредственно на месторождениях. Практически бесплатная тепловая энергия от сжигания части нефтяных газов за счет преобразования в газовых турбоэлектрогенераторах переходит в энергию электрического поля. При этом для целей нагрева пиролизных установок генерация электрического поля может быть максимально упрощена по сравнению с генерацией сетевой электроэнергии. За счет согласования нагрузки и электрогенератора не требуется применения преобразователей частоты, стабилизаторов и трансформаторов напряжения. Стоимость электрогенерирующей части таких газотурбинных электростанций значительно меньше, чем у серийно выпускаемых установок.
Основным недостатком существующих пиролизных установок является их высокая стоимость, а также необходимость в сложной системе газоразделения. Применение электронагрева резко сокращает габариты и расходы на создание собственно пиролизных печей, сводя конструкции печей к набору трубных пучков с теплозащитой. С учетом высокой селективности процесса выделение этилена из продуктов пиролиза значительно облегчено по сравнению с существующими производствами. Особенно важным является практическое отсутствие ацетилена и компонентов более тяжелых, чем С3. Для дальнейшей переработки необходимо отделить лишь непрореагировавший метан и образовавшийся водород, что делается на одноколонном аппарате.
Для пиролиза более тяжелых, чем метан, углеводородов можно использовать традиционный печной пиролиз.
Более эффективно проводить высокотемпературный пиролиз компонентов С2+ с такой температурой процесса, которая обеспечивает отсутствие в продуктах пиролиза как самих этих компонентов (100%-ая конверсия), так и компонентов более тяжелых, чем С3. Последнее выполняется так же, как и при высокотемпературном пиролизе метана.
При этом задача разделения продуктов можно проводить по общей схеме для объединенного потока продуктов со всех установок.
Таким образом, в результате пиролиза метана, метан-этановой фракции или фракции С1-С4 получается этилен.
Дальнейшая технологическая цепочка по комплексной переработке ПНГ на месторождении зависит от особенностей расположения месторождения, наличия (близости) транспортной инфраструктуры, наличия продуктопроводов. В наиболее крайнем случае, когда отсутствуют другие возможности транспортировки продуктов переработки газа, кроме основного нефтепровода, встает задача получения наиболее дешевым способом нефтяные компоненты для закачивания их в нефтепровод.
Для этой цели применяется вторичный пиролиз полученного этилена. В результате получается жидкая фракция (пироконденсат)
Незначительное содержание непредельных углеводородов может быть снижено введением дополнительного процесса «легкого» гидрирования с использованием получаемой при пиролизе метан-водородной фракции.
Химико-каталитические методы
В настоящее время основным способом прямой конверсии метана является его окисление в синтез-газ.
Последний, в свою очередь, является сырьем для химико-каталитических процессов. Синтез-газ получают тремя разными способами:
а) паровая конверсия: CH4 + H2O - CO + 3 H2, ?H= 226 КДж/моль;
б) углекислотная конверсия: CH4 + CO2 - 2 CO + 2 H2, ?H= 264 КДж/моль;
в) парциальное окисление: CH4 + 1/2O2 - CO + 2 H2, ?H= -44 КДж/моль.
Новым направлением в этой области является совмещение экзотермического процесса в с эндотермическими процессами.
Синтез-газ используется в последующих процессах без дальнейшего разделения.
Паровая и углекислотная конверсия метана являются каталитическими процессами. В качестве катализатора используется, как правило, металлический никель, нанесенный на оксидный носитель. В случае углекислотной конверсии, никелевый катализатор промотируют благородными металлами. Процесс ведут при температуре 750-800 °С, давлении 20-40 атм.
В настоящее время предпочтение отдается последнему способу (парциальное окисление метана в недостатке кислорода).
Основными достоинствами этого метода являются:
1) экзотермичность реакции, что позволяет проводить процесс в автотермическом режиме;
2) более высокая скорость реакции, что позволяет уменьшить размеры аппаратуры и снизить тепловые нагрузки;
3) возможно проведение реакции в отсутствие катализатора.
К недостаткам метода можно отнести:
1) высокую стоимость чистого кислорода или многократное увеличение размеров аппаратуры при использовании воздуха;
2) взрывоопасность производства.
3)стоимость
Из примеров реализации стоит отметить процесс автотермического риформинга.
Процесс является двухстадийным, но обе стадии осуществлены в одном аппарате. На первой стадии протекает гомогенное некаталитическое парциальное окисление при температуре, достигающей 1900 °С.
Затем, во второй секции проводят паровую конверсию метана на никелевом катализаторе при 900 °С.
Тепло, необходимое для осуществления реакции, поступает посредством теплообмена из первой секции реактора. Еще одним интересным вариантом конверсии метана является его парциальное окисление, осуществляемое при помощи модифицированных дизельных двигателей. Процесс отличается простотой оформления, основной аппарат - модифицированный серийный дизельный двигатель - позволяет одновременно получать синтез-газ и механическую энергию.
Из синтез-газа получают «искусственную нефть» по методу Фишера-Тропша и метанол. Оба процесса имеют свои преимущества и недостатки.
Методом Фишера-Тропша из синтез-газа получают смесь предельных и непредельных линейных углеводородов. Ароматические соединения в продуктах содержатся в незначительных количествах и могут отсутствовать. Выход бензиновой фракции (С5 - С11) не превышает 48%, выход тяжелой фракции (С12 - С18) - 30%. С высокой селективностью может быть получен синтетический церезин (смесь нормальных парафинов C19+). Этот процесс хорошо освоен и широко применяется (действующие производства компаний Sasol, Shell, Mobil).
Тем не менее, он не лишен серьезных недостатков. К числу этих недостатков относятся дороговизна и малая удельная производительность катализатора (кобальт на оксиде алюминия или железо) - 75-150 кг жидких углеводородов с 1 м3 катализатора в час.
Учитывая, что срок службы такого катализатора составляет 12 месяцев, получаем среднюю производительность равной 800-1000 кг продукта с 1 кг катализатора.
«Искусственная нефть», полученная таким способом, не является товарным продуктом и нуждается в дальнейшей многоступенчатой квалифицированной переработке и «облагораживании» на полноценном НПЗ - крекинге, изомеризации, алкилировании. Это накладывает ограничения на экономически обоснованную минимальную мощность единичной установки.
Также стоит отметить высокую зависимость рентабильности производства от конъюнктуры на нефтяном рынке. Исходя из вышеперечисленного, можно заключить, что процесс Фишера-Тропша мало подходит для переработки ПНГ непосредственно на месторождениях.
Альтернативой методу Фишера-Тропша является конверсия синтез-газа в метанол. Процесс широко распространен, в настоящее время является основным источником метанола для промышленности. Реакцию проводят на оксидных цинк-хромовых катализаторах при высоких температурах и давлениях (330-400 °С, 250-300 атм) или на более активных катализаторах на основе металлической меди и оксида цинка в менее жестких условиях (220-270 °С, 50-100 атм). Производительность составляет 1000-1500 кг метанола с 1 м3 катализатора в час, срок службы - 5-7 лет.
Получаемый метанол содержит воду и диметиловый эфир, а также примеси высокомолекулярных спиртов, эфиров, кетонов, углеводородов и аминов. Метанол низкого давления, как правило, более чистый, по сравнению с метанолом высокого давления. По сравнению с процессом Фишера-Тропша, производство метанола отличается более высокой производительностью, меньшими расходами на получение тонны продукции.
Тем не менее, этот метод также не свободен от недостатков. К их числу относится необходимость транспортной инфраструктуры для перевозки больших количеств метанола, к тому же в настоящее время предложение на рынке метанола существенно превышает спрос. Поэтому разработаны процессы дегидратации метанола в смесь легких жидких углеводородов. В числе таких процессов следует отметить процессы MTO (methanol to olefins) компании UOP и MTP (methanol to propylene) компании Lurgi.
Получаемые в процессах олефины олигомеризуют, иногда непосредственно в аппарате дегидратации. Несмотря на то, что введение дополнительной стадии переработки усложняет процесс, притом, что получаемый продукт, как правило, не пригоден для непосредственного использования, в настоящее время это направление интенсивно развивается. Известен также процесс конверсии метанола в смесь ароматических углеводородов на цеолитном катализаторе, реализованный в промышленном масштабе компанией Mobil. В настоящее время это производство остановлено в связи с экологическими ограничениями на содержание ароматики в бензинах.
В технологии, предложенной недавно ЗАО НГК, после разделения на пиролизной установке метановая фракция направляется в рецикл, этиленовая может быть подана на олигомеризацию или на установку вторичного пиролиза для превращения в ароматические соединения. Водородсодержащий газ используется для обеспечения энергетики пиролиза или в процессах переработки углеводородов C2 - C4.
Настоящий процесс уникален в том отношении, что он позволяет получить этилен и ароматические углеводороды из метана в одну стадию.
Метод Фишера-Тропша позволяет получить преимущественно алканы и алкены, синтез ароматических соединений из метанола связан с определенными затруднениями и в промышленности в настоящее время не используется. Важным достоинством процесса является возможность выбора между этиленом и ароматикой в качестве основных продуктов без изменения схемы производства. Отсутствие каталитических превращений также упрощает и удешевляет эксплуатацию установки.
Этилен может быть переработан совместно с олефинами пропан-бутановой фракции ПНГ. Основным путем их переработки следует считать олигомеризацию в жидкую бензиновую фракцию (С6-С12). Процесс может быть проведен на нанесенном кислотном или оксидном катализаторе или гомогенном или гетерогенном металлоорганическом катализаторе.
К числу нанесенных кислотных катализаторов относится полифосфорная кислота на силикагеле. Процесс ведут при 175 °С, 50-60 атм, при этом конверсия олефинов составляет 40% за проход.
Производительность этого катализатора составляет 650-750 кг/м3*ч, срок службы - 30-40 суток. Гораздо лучшими характеристиками обладают никель-цеолитные системы. Современные промышленные катализаторы содержат 1-10% Ni, нанесенного на цеолит HZSM-5 (Н-ЦВМ, фожазит). Процесс протекает при 50-100 °С, 10-20 атм в среде жидкого олигомеризата. Производительность катализатора составляет 1100-1300 кг/м3*ч, срок службы - более двух лет. К дополнительным достоинствам этих систем следует отнести их устойчивость к каталитическим ядам - сероводороду и меркаптану. Впервые эти катализаторы были применены компанией UOP и в настоящее время они получили широкое распространение.
В настоящее время, однако, чаще используются катализаторы типа Циглера-Натта, как правило, на основе комплексных соединений никеля и триалкилалюминия. Эти катализаторы отличаются высокой производительностью и селективностью, в зависимости от природы алюмоорганического компонента основным продуктом могут быть линейные или разветвленные олефины. Однако катализаторы высокочувствительны к качеству сырья (полное отсутствие серы, влаги, диеновых и ацетиленовых углеводородов в сырье) и требуют осторожного обращения. Олигомеризацию на металлоорганических катализаторах ведут при 30-80 ?С, 3-10 атм в растворителе - жидком продукте или бензине. Производительность составляет 1800-3000 кг/м3*ч. Известны как гомогенные (процесс Димерсол), так и гетерогенные (нанесенные на оксид алюминия или каучук) катализаторы, в последнем случае срок службы составляет 1-2 года. В отличие от остальных перечисленных катализаторов, гетерогенные металлорганические системы были отработаны только на опытно-промышленных установках и не применялись в многотоннажном производстве.
Отдельно стоит упомянуть разработанный компанией UOP процесс дегидроциклизации C3-C4 углеводородов, проводимый на цинк-цеолитном катализаторе (процесс Циклар). Процесс позволяет получить ароматические углеводороды из пропан-бутановой смеси в одну стадию, кроме того он позволяет конвертировать не только олефины, но и алканы. Условия проведения - 500 градусов Цельсия, 5-10 атм, при этом производительность катализатора составляет 700-800 кг/м3/ч, селективность по ароматическим углеводородам - 45-50%.
Автор: Neftegaz.RU




