
Актуальность работы. Развитие нефтеперерабатывающей и нефтехимической промышленности, которая является одной из ведущих отраслей экономики Российской Федерации, напрямую связан с совершенствованием технологии нефтепереработки, разработкой и внедрением прогрессивных, а также оптимизацией существующих процессов, обеспечивающих улучшение технико-экономических показателей и качества нефтепродуктов. Немаловажное значение в решении поставленных перед нефтеперерабатывающей промышленностью задач имеет подготовка нефти к переработке, заключающаяся в очистке нефти от вредных примесей до технологически обоснованных норм.
К поступающей на транспортировку и переработку нефти предъявляются довольно жесткие требования по содержанию эмульгированной воды, хлористых солей, механических примесей и других веществ, обуславливающих и в значительной степени определяющие качественные характеристики получаемых нефтепродуктов, сроки службы дорогостоящих катализаторов, скорость коррозии оборудования и сроки межремонтных пробегов технологических установок. В связи с этим подготовка нефти к переработке, осуществляемая на электрообессоливающих установках НПЗ и на промыслах, является важнейшим звеном в цепочке процессов переработки нефти и получения качественных нефтепродуктов.
Усилия исследователей в основном сосредоточены на разработке деэмульгаторов оптимального состава для конкретного объекта с определением эффективности их действия в лабораторных и промысловых условиях. Скрытые резервы интенсификации процесса деэмульсации водонефтяных эмульсий могут быть выявлены путем применения принципа рационального смешения как компонентов деэмульгатора, так и исходного нефтяного сырья.
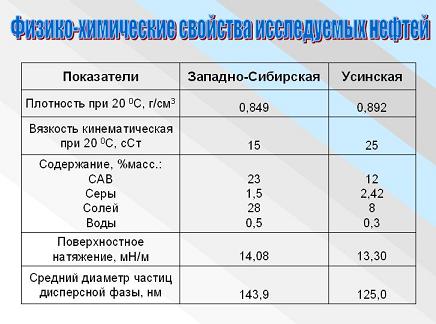
В качестве объектов исследования были взяты две нефти: смесь Западно-Сибирских нефтей, перерабатываемых на ряде НПЗ Европейской части России (Киришский, Московский и Ярославский НПЗ) и Усинская нефть, не содержащие реагенты.
Цель работы: Исследование влияния компаундирования нефтяного сырья на степень разрушения нефтяных эмульсий в процессе обезвоживания и обессоливания.
Научная новизна. Установлен эффект синергизма и антагонизма свойств Усинской и Западно-Сибирской нефтей при различных соотношениях в смеси.
Найдены оптимальные концентрации смешиваемых нефтей, для снижения расхода деэмульгатора, требующегося на разрушение эмульсии.
Выведено уравнение математической зависимости расхода деэмульгатора от соотношения нефтей в смеси.
Практическая ценность: Результаты показывают необходимость изучения взаимовлияния смешиваемых нефтей на конечные физико-химические свойства смеси, которые перерабатываются на большинстве нефтеперерабатывающих заводах Российской Федерации.
ОБЗОР СТРУКТУРЫ ДОБЫВАЕМОЙ НЕФТИ В РОССИИ
И СТРАНАХ СНГ

Одним из процессов, в котором используются различные ПАВы, как на промыслах, так и на НПЗ, является процесс обезвоживания и обессоливания, который отвечает за качество нефтяного сырья, поступающего на первичную переработку, влияет на вторичные процессы и качество получаемой продукции. Недостаточная эффективность процесса обезвоживания и обессоливания вызывает целый ряд следующих проблем на нефтеперерабатывающем производстве:
– заиливание электродегидраторов;
– сокращение межремонтного пробега установок ЭЛОУ-АВТ;
– прогар труб печей на установке ЭЛОУ-АВТ;
– ухудшение свойств катализаторов вторичных процессов;
– образование асфальто-смолисто-парафинистых отложений на стенках трубопроводов, резервуаров и электродегидраторов.

В качестве деэмульгатора был использован КЕМЕЛИКС 3307Х, который представляет собой смесь алкоксилированных фенольных смол в ароматическом растворителе.

ОПРЕДЕЛЕНИЕ ЭМУЛЬСИОННОСТИ НЕФТИ
За эмульсионность нефтей специалистами ВНИИНП условно принимается расход деэмульгатора (г/т), при котором эмульсия разрушается на 60%.


Показана зависимость степени разрушения эмульсии и расхода деэмульгатора от содержания Западно-Сибирской нефти в смеси с Усинской. Анализирую эти графики мы видим, что для разрушения на 60% эмульсии Западно-Сибирской нефти требуется расход деэмульгатора 7,5 г/т, а для Усинской – 1,5 г/т.
При смешении нефтей оказалось, что для концентраций 40:60 и 30:70 требуется меньший расход деэмульгатора, чем для Усинской нефти, 0,7 и 1,2 г/т соответственно. А для концентраций 70:30 расход деэмульгатора составил 9,5 г/т, что больше чем для Западно-Сибирской нефти. Исходя из этого, целесообразным и экономически оправданным является приготовление смесей, в которых концентрация Усинской нефти превышает 40% об. и более.
ОПРЕДЕЛЕНИЕ СРЕДНЕГО РАЗМЕРА ЧАСТИЦ ДИСПЕРСНОЙ ФАЗЫ И ПОВЕРХНОСТНОГО НАТЯЖЕНИЯ ДЛЯ НЕФТЯНЫХ СМЕСЕЙ

Из представленных графиков видно, что кривые зависимости изменения среднего размера частиц дисперсной фазы и поверхностного натяжения от содержания Западно-Сибирской нефти в смеси с Усинской носит полиэкстремальный характер. Кривые зависимости имеют ярко выраженные максимум и минимум своего значения. Причем максимум значения среднего размера частиц соответствует минимуму поверхностного натяжения.
Те смеси, которым соответствуют максимальное значение поверхностного натяжения и минимальное значения размера частиц дисперсной фазы, а именно смеси 50:50 и 70:30, обладают высокой устойчивостью к расслоению. И наоборот, смеси у которых максимальный диаметр частиц дисперсной фазы и минимальное поверхностное натяжение, это смеси 30:70, 40:60, 60:40 обладают малой устойчивостью к расслоению. Это объясняется происходящей реорганизацией нефтяных дисперсных систем на молекулярном уровне при их смешении.
ВЫВОД УРАВНЕНИЯ ЗАВИСИМОСТИ РАСХОДА ДЕЭМУЛЬГАТОРА ОТ СООТНОШЕНИЯ НЕФТЕЙ В СМЕСИ ПО МЕТОДУ НАИМЕНЬШИХ КВАДРАТОВ
В результате математической обработки экспериментальных данных зависимости эмульсионности от содержания Западно-Сибирской нефти в смеси с Усинской, по методу наименьших квадратов с использование средств Microsoft Office Excel, получено уравнение линии тренда:
y = -0,0002Ч6 + 0,0092Ч5
— 0,1862Ч4 + 1,6775Ч3
— 6,7621Ч2 + 11,332x
— 4,6309
где х – концентрация Западно-Сибирской нефти в смеси с Усинской;
y – расход деэмульгатора.
Величина достоверности аппроксимации R2 = 0,9823
Применение данного уравнения позволит:
• находить оптимальные концентрации смешиваемых нефтей в смеси, соответствующие минимальному расходу деэмульгатора;
• находить расход деэмульгатора, необходимого для разрушения эмульсии смеси нефтей заданного состава;
• прогнозирование и учет расхода деэмульгатора;
ВЫВОДЫ
Изучение взаимовлияния смешиваемых нефтей на конечные физико-химические свойства смеси, позволит:
• увеличить эффективность процесса деэмульсации нефтяных смесей;
• уменьшить расход деэмульгатора и затраты на его приобретение и транспортировку;
• сократить количество промывной воды на установках ЭЛОУ, тем самым улучшить экологические характеристика процесса;
• уменьшить затраты на очистку промывной воды от следов нефти;
• снизить затраты на транспортировку нефти за счет снижения балластной воды;
• стабилизировать режим работы установок ЭЛОУ;
• уменьшить коррозию аппаратуры установок ЭЛОУ-АВТ за счет увеличения глубины процесса обезвоживания и обессоливания;
• увеличить сроки межремонтных пробегов установок ЭЛОУ-АВТ;
• повысить качественные характеристики получаемых продуктов;
• снизить зольность остатков нефтепереработки;
• увеличить срок службы катализаторов вторичных процессов нефтепереработки, использующих в качестве сырья тяжелые остатки нефтепереработки.
Роль исполнителя: Поиск и изучение литературы по данной работе, подготовка и постановка эксперимента. Выполнение эксперимента, анализ полученных данных и их объяснение. Оформление и написание научной работы.
Публикации: А.В. Зуйков, В.В. Критский «Оптимизация процесса обезвоживания и обессоливания нефтяных смесей различной природы и состава»// сб.тр. 62-й студенческой научной конференции «НЕФТЬ И ГАЗ
— 2008», М: 2008, с. 74;
Автор: Зуйков А.В.




