Поступающие на НПЗ нефти подвергаются глубокому обезвоживанию, обессоливанию на блоках ЭЛОУ и последующей дистилляции на установках первичной переработки нефти АТ (АВТ).
На подавляющем большинстве установок первичной переработки нефти осуществляется химико-технологическая защита конденсационно-холодильного оборудования атмосферных колонн от коррозии с применением эффективных антикоррозионных реагентов (пленочных ингибиторов коррозии и органических нейтрализаторов) и современного технологического и коррозионного мониторинга.[1-5]
Современная химико-технологическая защита конденсационно-холодильного оборудования установок первичной переработки нефти от коррозионного воздействия неорганических хлоридов, хлорорганических, серосодержащих соединений и кислот обеспечивается применением комплексной программы химико-технологических мероприятий, включающей:
- глубокое обезвоживание и обессоливание нефти на установках электрообессоливания (ЭЛОУ) с использованием современных высокоэффективных нефтерастворимых деэмульгаторов, эффективных и надежных электродегидраторов и смесителей промывной воды с нефтью [6-9];
- подачу перед установками дистилляции требуемого количества раствора щелочи оптимальной концентрации в обессоленную нефть с использованием оборудования для их эффективного смешения[10-12];
- подачу в шлемовые линии атмосферных колонн современных нейтрализующих аминов и пленкообразующих ингибиторов коррозии с использованием оборудования для точного дозирования реагентов и их эффективного инжектирования в потоки[13];
- применение современных сертифицированных аналитических методик, оборудования и приборов физико-химического мониторинга коррозии (коррозионные зонды, коррозиметры, рН-метры на потоке и т.д.)[14].
В процессах первичной переработки нефти на установках ЭЛОУ-АТ (АВТ) НПЗ РФ и стран СНГ широко применяется «пакет» реагентов «Геркулес» российской фирмы ООО «КОЛТЕК ИНТЕРНЕШНЛ»: деэмульгаторы (для глубокого обезвоживания и обессоливания нефти на электрообессоливающих установках (ЭЛОУ), ингибиторы коррозии и органические нейтрализаторы (для химико-технологической защиты от коррозии конденсационно-холодильного оборудования атмосферных колонн) (Табл. 1)[14].
Таблица 1
Физико-химическая характеристика пакета реагентов «ГЕРКУЛЕС» для химико-технологической защиты от коррозии установок первичной переработки нефти
|
Реагент |
Физико-химические показатели |
Примечания |
|||||
|
Внешний вид |
Плотность при 20оС, (по ГОСТ 3900) |
Температура застывания, не выше (по ГОСТ 33) |
Нейтрализующая способность л/г-экв HCl, не выше |
Вязкость кинематическая при 20°С, мм2/с не более |
Растворимость |
Технические условия на реагент |
|
|
Деэмульга-тор ГЕРКУЛЕС-1017 |
Жидкость светло- коричневого Цвета |
0,920±0,015 |
-50°С |
- |
20 |
Растворим в Ароматичес-ких углеводо-родах |
ТУ 38.401- 58-225-98 |
|
Деэмуль-гатор ГЕРКУЛЕС-1603 |
Жидкость от светло-желтого до коричневого цвета |
- |
-40°С |
- |
100 |
ТУ 38-410- 58-295-2001 |
|
|
Ингибитор Коррозии ГЕРКУЛЕС-30617 |
Жидкость от светло- коричневого до коричневого цвета |
0,8834-0,9533 (при 15оС) |
марка А: -40°С марка Б: -50°С |
- |
- |
ТУ 38.401- 58-237-2003 |
|
|
Нейтрали--затор ГЕРКУЛЕС-54505 |
Жидкость от бесцветной до слегка коричневого цвета |
марка А: 0,870-0,890 марка Б: 0,973-0,984 |
марка А: -40°С марка Б: -50°С |
0,300 |
Растворим в воде и аро- матических углеводородах |
ТУ 38.401- 58-238-01 |
|
В силу ряда причин (в частности, вовлечения в переработку новых нефтей, нестабильность в их поставках, наличие в нефтях хлорорганических соединений (как природных, так и внесенных при добыче) и серосодержащих соединений, концентрация и тип которых может изменяться во времени, наблюдаются колебания качества поступающих на многие заводы нефтей, что, в свою очередь, приводит к нестабильности уровня подготовки нефтей на ЭЛОУ и изменению коррозионной агрессивности технологических потоков установок.
Поэтому актуальным является постоянный контроль за состоянием процесса обессоливания нефти на ЭЛОУ и системы химико-технологической защиты конденсационно-холодильного оборудования блока АВТ, эффективностью работы оборудования, анализ результатов эксплуатации, корректировка и оптимизация технологического режима, в том числе и применение более эффективных реагентов - деэмульгаторов, нейтрализаторов, ингибиторов коррозии оперативное вмешательство в процессы, т.е. инженерное сервисное сопровождение процессов.
Обычно эту задачу выполняет, либо фирма-производитель (поставщик) реагентов, либо специализированная инженерная фирма по поручению производителя (например, ООО НИФ "ИНЖЕНЕР-СЕРВИС НП").
Инженерную поддержку применения реагентов «Геркулес» на НПЗ РФ и стран СНГ в настоящее время осуществляют специалисты Отдела инженерного сервисного сопровождения (ОИСС) ООО «КОЛТЕК ИНТЕРНЕШНЛ».
В объем осуществляемого специалистами ОИСС ООО «КОЛТЕК ИНТЕРНЕШНЛ» процесса обессоливания нефти на ЭЛОУ и антикоррозионной защиты конденсационно-холодильного оборудования атмосферных и вакуумных колонн установок ЭЛОУ- АТ(АВТ) входит:
- обследование блоков ЭЛОУ и АВТ и анализ результатов их эксплуатации с целью выявления причин случаев нестабильного обессоливания нефти и увеличения скорости коррозии оборудования;
- разработка рекомендаций по корректировке параметров процесса обессоливания нефти и системы антикоррозионной защиты, совершенствование технологической схемы и оборудования для предотвращения случаев нестабильной работы установки;
- анализ эффективности применения деэмульгатора, ингибитора коррозии и нейтрализатора и оптимизация их расхода;
- разработка рекомендаций по применению нового оборудования и приборов, позволяющих более эффективно контролировать технологический процесс, его совершенствование, обеспечение необходимой нормативной и методической документацией.
Работа по инженерному сервисному обеспечению процессов осуществляется на основании сервисного соглашения высококвалифицированными специалистами, имеющими более чем 10-15-летний опыт практической работы в области подготовки нефтей к переработке и защиты оборудования от коррозии.
Условиями сервисного соглашения предусматривается периодическое (не реже 1 раза в 2-3 месяца) посещение установок завода специалистами. С 2000 года на ряде НПЗ для осуществления инженерного сервисного сопровождения были организованы постоянные представительства (в Белоруссии, Татарстане, Башкирии, Омске, Самарском регионе и др.), что позволяет обеспечить непрерывный надзор за эксплуатацией блоков ЭЛОУ и системы химико-технологической защиты от коррозии.
В табл.2 приведен перечень предприятий, на которых применяются реагенты «Геркулес» для химико-технологической защиты от коррозии конденсационно-холодильного оборудования установок первичной переработки нефти.
Предприятия-потребители реагентов «Геркулес» для химико-технологической защиты от коррозии: ООО ПО «Киришинефтеоргсинтез» (до 2014г.), ОАО «Саратовский НПЗ», ЗАО «РНПК», ОАО «Сызранский НПЗ», ОАО «Куйбышевский НПЗ» (деэмульгатор), ООО «РН-Комсомольский НПЗ», ОАО «Хабаровский НПЗ», ООО «РН-Туапсинский НПЗ», ООО «ГАЗПРОМНЕФТЬ Омский НПЗ», ОАО «Афипский НПЗ», ОАО «Нижневартовское НПО», ОАО «Славнефть-Ярославнефтеоргсинтез», ОАО «Мозырский НПЗ» (Беларусь), ООО «Лукойл-НЕФТЕПЕРЕРАБОТКА» «Волгоградский НПЗ» (до 2007 года), ОАО «НОВОИЛ», ОАО «Уфимский НПЗ» (1 установка - деэмульгатор, нейтрализатор), ОАО «Орскнефтеоргсинтез», ОАО «Туркменбашинский НПЗ» (Туркмения), ОАО «Сейдинский НПЗ» (Туркмения), ОАО «Новошахтинский НПЗ», Трансбункер (Ванино), ОАО «Антипинский НПЗ», ОАО «ТАНЕКО» (применение с апреля 2011 года), ОАО «Ачинский НПЗ» (применение с января 2012 года), ООО «ГАЗПРОМНЕФТЬ Московский НПЗ», АО «Галичина» (Дрогобыч, Украина), ОАО «Яйский НПЗ», ООО «Газпромнефтехим Салават», ОАО «Уфанефтехим», ООО «Волховский НПЗ», ЧАО «ЛИНИК» (до 2012г.), Малотоннажные НПЗ
Ниже рассмотрены основные мероприятия по совершенствованию технологии процесса глубокого обессоливания нефти и оборудования для его эффективного осуществления.
В соответствии с условиями инженерного сервисного соглашения, специалисты проводят надзор за качеством поставляемых на завод партий деэмульгаторов (входной контроль деэмульгирующей эффективности), эффективностью их применения на блоках ЭЛОУ завода и дозировками.
На каждой ЭЛОУ на основании выполненных обследований и опытных пробегов, а также анализа результатов многолетней эксплуатации, оптимизируются: температура обессоливания, расход промывной воды и интенсивность ее смешения с нефтью. Эта оптимизация на многих заводах выполнялась на протяжении нескольких лет, так как зачастую была связана с необходимостью проведения работ в период капитальных ремонтов установок (переобвязка оборудования, реконструкция внутренних устройств, врезки и т.д.).
В рамках сервисного соглашения в последние годы на ряде заводов были выполнены работы, направленные на повышение эффективности, экономичности и надежности эксплуатации электродегидраторов. В период капитальных ремонтов установок электродегидраторы были отревизированы, проверены состояние коллекторов ввода сырья, электродов, их параллельность и величина межэлектродного состояния выполнена замена устаревших и ненадежных стеклянных и фарфоровых подвесных изоляторов современными значительно более надежными фторопластовыми.
Большое внимание в объеме инженерного сервисного обеспечения процесса глубокого обессоливания нефти уделяется анализу эффективности промывки нефти пресной водой: интенсивности смешения промывной воды с нефтью и оборудованию для его осуществления. Указанное оборудование должно быть регулируемым и обеспечивать оптимальные показатели работы в условиях меняющегося качества поступающих на подготовку нефтей.
К настоящему времени накоплен и проанализирован большой объем информации о многолетней эксплуатации блоков ЭЛОУ ряда НПЗ (ООО ПО «Киришинефтеоргсинтез», ОАО «Саратовский НПЗ», ЗАО «РНПК», ОАО «Сызранский НПЗ» и др.). В частности, на рис.1 приведены усредненные данные о качестве обессоливания нефти на блоке ЭЛОУ установки ЭЛОУ-АВТ-6 ОАО «Сызранский НПЗ» в 2009-2013г.г. Видно, что качество обессоленной нефти улучшилось, особенно в период 2010г.- 2012г. Доля нефти, качество которой отвечало современным требованиям, (содержание солей - не более 3,0 мг/дм3) увеличилось существенно.
Проведенный специалистами анализ работы блоков ЭЛОУ многих НПЗ показывает возможность и необходимость дальнейшей оптимизации их технологических показателей с целью сведения к минимуму объема обессоленной нефти с остаточным содержанием хлоридов > 3,0 мг/дм3 и воды > 0,2 % об.
При осуществлении инженерного сервисного сопровождения химико-технологической защиты конденсационно-холодильного оборудования атмосферных колонн от коррозии основное внимание уделяется системе дозирования антикоррозионных реагентов, оптимизации их расхода, мониторингу коррозии.
Как показал многолетний опыт, важная роль принадлежит анализу эксплуатации узла защелачивания обессоленной нефти. На многих НПЗ (ООО ПО «Киришинефтеоргсинтез», ОАО «Саратовский НПЗ», ЗАО «ЛИНИК» и др.) на основании наших обследований были выполнены работы по модернизации узла приготовления и дозирования щелочи, оптимизации ее расхода и систематизации ее учета, что позволило существенно снизить расход щелочи и повысить эффективность защиты от коррозии.

Рис.2. Принципиальная технологическая схема защелачивания обессоленной нефти
с предварительным смешением щелочи с частью общего потока нефти
С-1-статический смеситель предварительного смешения;
С-2÷5 - статические смесители на основном потоке обессоленной нефти;
Д -дозировочный насос; F1÷F4 - расходомеры обессоленной нефти;
- - расходомер для предварительного смешения; f1÷f4 - расходомеры эмульсии
На рис.2 приведен эффективный вариант технологической схемы защелачивания обессоленной нефти
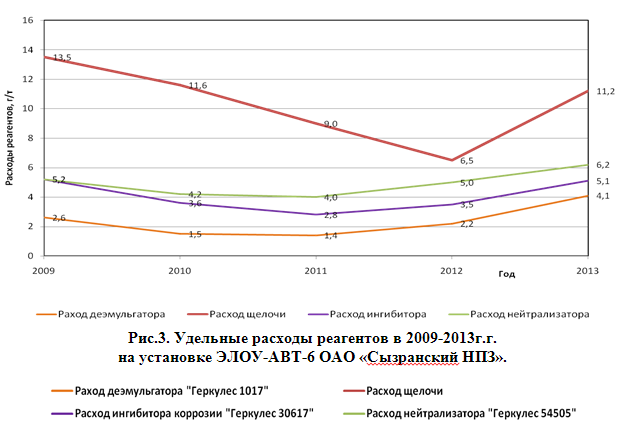
В объем инженерного сервисного сопровождения входит сбор, систематизация и анализ информации об эксплуатации системы химико-технологической защиты от коррозии, расхода реагентов. Сервисные инженеры обычно участвуют в работах по оптимизации подачи антикоррозионных реагентов, уточнению калибровки насосов и емкостей. Необходимо тщательно корректировать подачу реагентов в зависимости от изменения загрузки установки сырой нефтью и отбора бензина.
Были разработаны и внедряются критерии оптимизации расхода реагентов и технологические приемы ее осуществления, позволяющие существенно снизить расходы реагентов. (Рис.3). В частности, в последние годы широко внедряется эффективная схема подачи антикоррозионных реагентов, в соответствии с которой ингибитор коррозии и нейтрализатор подаются дозировочными насосами в товарном виде (без дополнительного разбавления) в потоки (2-3 м3/ч) орошения колонны посредством форсунок, установленных на шлемовых линиях атмосферных колонн. Эта технология, в отличие от других способов подачи, менее трудоемка, более эффективна в результате подачи концентрированных реагентов, минимизирует затраты ручного труда, благодаря отсутствию стадии приготовления рабочих растворов.
Пристальное и постоянное внимание специалистов завода и инженерной сервисной службы обеспечивает существенное повышение стабильности химико-технологической защиты от коррозии. При квалифицированном инженерном сопровождении среднегодовые отклонения от норм СТП по содержанию ионов железа в воде из рефлюксных емкостей атмосферных колонн (не более 1,0 мг/дм3) снижаются с 15-35% до 1-2%.
Эффективность программы химико-технологической защиты от коррозии может быть квалифицированно оценена только с помощью современного аналитического и физико-химического мониторинга.[15] На установках ЭЛОУ-АТ (АВТ) осуществляется постоянный контроль содержания хлоридов, воды, хлорорганических соединений, общей серы и сероводорода в сырой и обессоленной нефти, величины рН дренажной воды ЭЛОУ, содержания ионов железа, хлора и сульфидов в воде из рефлюксных емкостей атмосферных колонн и величины ее рН. Для выполнения этих анализов используются современные сертифицированные методики.
Скорость коррозии измеряется гравиметрическим методом по потере массы образцов-свидетелей (купонов), установленных в трубопроводах бензина и воды после воздушных холодильников атмосферных колонн.
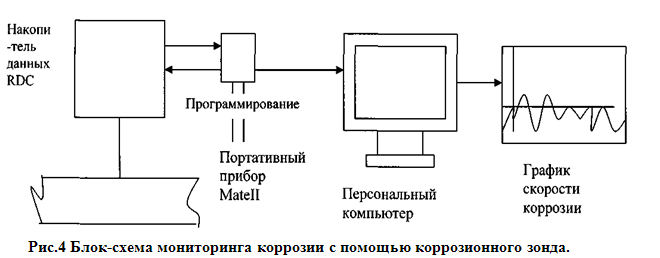
На ряде НПЗ (ЗАО «РНПК», ОАО «Ярославнефтеоргсинтез» и др.) установки ЭЛОУ-АТ (АВТ) оборудованы системой автоматического мониторинга коррозии фирмы «Рорбак Косаско» (США), которая позволяет в автоматическом режиме проводить измерение через определенные промежутки времени скорости коррозии трубопровода воды и безина из воздушных холодильников атмосферных колонн (1-6 ч.). Система дает возможность собирать результаты измерений потери массы металла зонда в специальном накопителе данных и периодически «считывать» данные с помощью портативного прибора, переносить их в базу данных персонального компьютера, а затем по специальной программе обрабатывать их. При этом получают изменение потери металла во времени, на основании которого, в дальнейшем рассчитывают скорость коррозии. (Рис.4).
Мероприятия по мониторингу комплексной химико-технологической защиты от коррозии приведены в табл.3.
Таблица 3

Многолетний опыт работ ООО «КОЛТЕК ИНТЕРНЕШНЛ» по инженерному сервисному сопровождению процесса глубокого обессоливания нефти и химико-технологической защиты от коррозии конденсационно-холодильного оборудования атмосферных колонн установок ЭЛОУ-АТ(АВТ) показывает, что затраты завода по сервисному cопровождению значительно перекрываются получаемой прибылью в результате существенной экономии дорогостоящих реагентов, улучшения качества продукции, снижения коррозии оборудования и, вследствие этого продолжительности его эксплуатации, а также благодаря надежной и бесперебойной работе установок.
Литература
- Луговской А.И., Логинов С.А., Хуторянский Ф.М. и др. Химико-технологическая защита от коррозии оборудования установки ЭЛОУ-АВТ-4. // Химия и технология топлив и масел. 2000. №5. С.17-20.
- Залищевский Г.Д., Гошкин В.П., Хуторянский Ф.М. Совершенствование технологии подготовки нефти и оборудования блоков ЭЛОУ. // Нефтепереработка и нефтехимия. 2001. №3. С.29-31.
- Хуторянский Ф.М., Орлов Л.Н., Залищевский Г.Д. и др. Комплексная программа подготовки нефти и химико-технологической защиты от коррозии конденсационно-холодильного оборудования установок первичной переработки нефти. // Мир нефтепродуктов. Вестник нефтяных компаний. 2002. №3. С.17-22.
- Хуторянский Ф.М., Воронина Н.А., Уривская Г.М. и др. Химико-технологическая защита от коррозии атмосферных колонн установок первичной перегонки нефти с применением реагентов "Геркулес". // Коррозия: материалы, защита. 2006. №4. С.29-34.
- Хуторянский Ф.М., Цветков А.Л. опыт промышленного применения современных реагентов для химико-технологической защиты установок первичной переработки нефти от коррозии. // Мир нефтепродуктов. Вестник нефтяных компаний. 2006. №1. С.18-23.
- Хуторянский Ф.М., Залищевский Г.Д., Варшавский О.М. и др. Совершенствование технологии подготовки нефтей и модернизация оборудования блоков ЭЛОУ установок ЭЛОУ-АТ(АВТ) в ООО ПО "Киришинефтеоргсинтез". Современные реагенты для химико-технологической защиты оборудования от коррозии. // Сб. научных трудов ООО ПО "Киришинефтеоргсинтез" и ООО НИФ "ИНЖЕНЕР-СЕРВИС ВНИИНП", М.: ЦНИИТЭнефтехим, 2005. С.43-50.
- Залищевский Г.Д., Дмитриев Ю.В. Хуторянский Ф.М. и др. Опытно-промышленные испытания на блоке ЭЛОУ установки ЭЛОУ-АТ-6 комплекта оборудования системы электропитания электродегидраторов на основе источников высокого напряжения ИПМ-25/15. // Там же. С.95-100.
- Хуторянский Ф.М., Баннов П.Г., Вурзель А.В. и др. Эффективность смесителя с тангенциальным вводом промывной воды при обессоливании сырой нефти на блоке ЭЛОУ установки ЭЛОУ-АТ-6. // Там же. С.67-73.
- Хуторянский Ф.М., Залищевский Г.Д., Варшавский О.М. и др. Опытно-промышленная оценка эффективности статического смесителя типа SMV фирмы "Зульцер Хемтех" при обессоливании нефти на ЭЛОУ. // Там же. С.74-83.
- Хуторянский Ф.М., Гоев М.М., Сергиенко Н.Д. и др. Новая технология защелачивания обессоленной нефти. Результаты опытно-промышленных испытаний. // Мир нефтепродуктов. Вестник нефтяных компаний. 2007. №7. С.22-25.
- Хуторянский Ф.М., Гоев М.М., Сергиенко Н.Д. Современные технология и оборудование защелачивания нефтей в процессе их первичной перегонки. // Сб. докладов 9-го Международного форума ТЭК России, С.-Пб., 25-27 марта 2009г. С. 58-61.
- Гоев М.М., Хуторянский Ф.М., Воронина Н.А. Критерии оптимизации расхода щелочи при современной химико-технологической защите от коррозии. // Матер. конф. "Перспективы развития химической переработки горючих ископаемых" (ХПГИ-2006). С.-Пб.: Химиздат. 2006. С.140.Хуторянский Ф.М., Ливенцев В.Т., Ипполитов И.Ю. и др. Результаты эксплуатации блока ЭЛОУ и химико-технологической защиты от коррозии атмосферного блока установки ЭЛОУ-АВТ-6 ОАО "Саратовский НПЗ. // Химическая техника. 2003. №5. С.6-10.
- Хуторянский Ф.М., Залищевский Г.Д., Воронина Н.А. и др. Опыт инженерного сервисного обеспечения устойчивой эксплуатации электрообессоливающих установок (ЭЛОУ) в ООО ПО "Киришинефтеоргсинтез. // Мир нефтепродуктов, Вестник нефтяных компаний. 2004. №1. С.14-16.
- Хуторянский Ф.М., Воронина Н.А., Уривская Г.М., Ергина Е.В. Инженерное сервисное сопровождение процессов глубокого обессоливания нефти и химико-технологической защиты от коррозии конденсационно-холодильного оборудования установок первичной переработки нефти. // Нефтепереработка и нефтехимия, НТИС-М.: ЦНИИТЭнефтехим, 2005. №12. С.41-46.
- Хуторянский Ф.М., Ергина Е.В., Краюшкин А.П. Современный аналитический и физико-химический мониторинг коррозии на установках первичной переработки нефти. // Сб. научных трудов ОАО "ВНИИ НП", 2008г. С.102-105.
Автор: Андрей Макаров, главный инженер. Олег Белов, главный технолог, Сергей Беляшкин, ведущий инженер по коррозии, Александр Кузнецов, Начальник цеха №1, Вячеслав Дерновой, Заместитель начальника установки ЭЛОУ-АВТ-6 Елена Ергина, Ведущий инженер, ООО «КОЛТЕК И