
Аннотация.
Известно, что разгазирование скважинной продукции нефтяных месторождений происходит на нескольких ступенях сепарации.
Это вызвано необходимость сохранения широкой фракции легких углеводородов (ШФЛУ) в нефти, так как при однократном процессе значительная их часть переходила бы в газообразное состояние. Однако принятые на большинстве месторождений термобарические условия сепарации не учитывают компонентный состав поступающей на сепарацию продукции, в этой связи возрастают потери ШФЛУ. В статье рассмотрена методика обоснования рационального режима сепарации скважинной продукции на примере месторождений ОАО «Газпромнефть - Ноябрьскнефтегаз» и расчетные результаты оптимизации этого процесса.
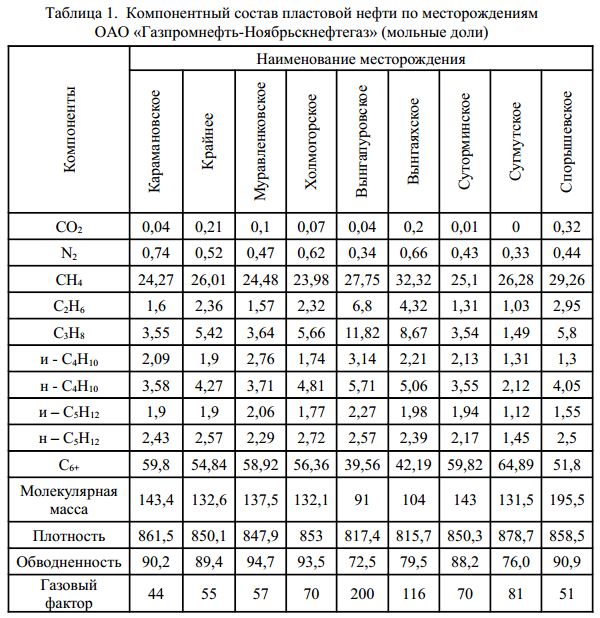
Ключевые слова: скважинная продукция, сепарация нефти, потери ШФЛУ, обоснование технологических параметров, подготовка нефти Открытое акционерное общество «Газпромнефть -Ноябрьскнефтегаз» является структурным подразделением ОАО НК «Газпромнефть» и занимается разработкой Холмогорского, Пограничного, Карамовского, Спорышевского, Западно -Ноябрьского, Средне-Итурского, Новогоднее Холмистого, Чатылькинского, Южно-Удмурдского, Равнинного, Суторминского, Крайнего, Западно -Суторминского, Вынгаяхинского, Восточно-Вынгаяхинского, Восточно -Пякутинского, Еты-Пуровского, Муравленковского, Северо - Пямалияхского, Умсейского, Суг- мутского, Северо -Янгтинского, Романовского, Меретояхинского, Вынгапуровского и Ярайнерского месторождений, расположенных на территории Ханты - Мансийского и Ямало -Ненецкого автономных округов Тюменской области (рис. 1). Различия в компонентных составах добываемой продукции, стадиях разработки месторождений, и, соответственно, в термобарических условиях поступающей на сепарацию продукции обуславливают различные технологические параметры работы сепараторов и эффективность их работы с позиции сохранения в нефти ШФЛУ. В табл. 1 приведены компонентный состав пластовой нефти и основные технологические параметры поступающей на подготовку скважинной продукции некоторых из рассматриваемых месторождений.
Из анализа данных табл. 1 следует, что нефти месторождений ОАО «Газ- промнефть -Ноябрьскнефтегаз» различаются по составу, газовому фактору, обводненности и плотности. К нефтям с высоким газовым фактором (свыше 100 м 3 /т) относятся нефти Вынгапуровского, Вынгаяхинского месторождений. К легким нефтям относятся нефти Вынгапуровского, Вынгаяхинского месторождений, а к тяжелым - нефти Карамановского, Сугмутского и Спорышевского месторождений. Такое широкое изменение параметров нефтей предполагает использование различных способов подготовки скважиной продукции.
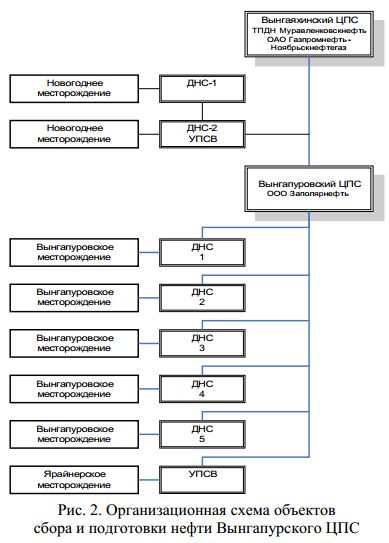
 Сбор продукции скважин месторождений ОАО «Газпромнефть - Ноябрьск- нефтегаз» осуществляется по сборным трубопроводам на дожимные насосные станции (ДНС) и установки предварительного сброса воды (УПСВ), где осуществляется отделение попутного нефтяного газа от нефти, а на УПСВ еще и предва- рительный сброс воды. Окончательная подготовка и сдача нефти осуществляется центральном пункте сбора (ЦПС). Организационная схема объектов сбора и подготовки нефти Вынгапурского ЦПС приведена на рис. 2.
Сбор продукции скважин месторождений ОАО «Газпромнефть - Ноябрьск- нефтегаз» осуществляется по сборным трубопроводам на дожимные насосные станции (ДНС) и установки предварительного сброса воды (УПСВ), где осуществляется отделение попутного нефтяного газа от нефти, а на УПСВ еще и предва- рительный сброс воды. Окончательная подготовка и сдача нефти осуществляется центральном пункте сбора (ЦПС). Организационная схема объектов сбора и подготовки нефти Вынгапурского ЦПС приведена на рис. 2.
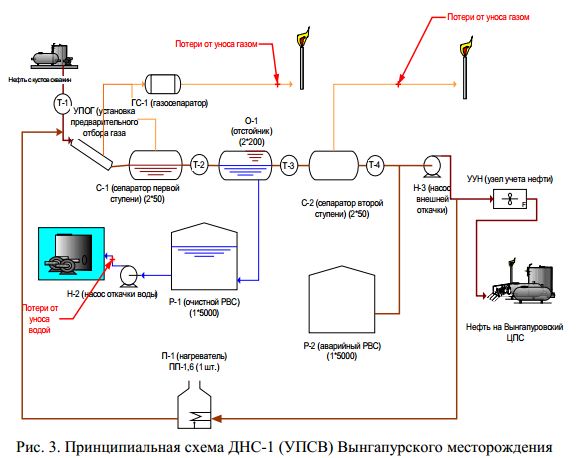
 Приведенные технологические схемы формировались в условиях ускоренного освоения месторождений ОАО «Газпромнефть-Ноябрьскнефтегаз», при этом не были выполнены широкие научные исследования физико-химических свойств скважиной продукции для обоснования технологических схем подготовки нефти. Это привело к использованию резервуарной негерметичной схеме подготовки скважиной продукции. В условиях разработки месторождений с высоким газовым фактором резервуарная подготовка нефти приводит к высоким невосполнимым потерям углеводородного сырья [1]. Рассмотрим работу ДНС-1 (УПСВ) Вынгапурского месторождения, на котором применена схема предварительногосброса воды с использованием резервуарной подготовки. Технологическая схема включает сепарацию первой ступени (давление 0,2 - 0,6 МПа, температура 2 - 15 °С), сепарацию второй ступени (давле- ние 0,05 МПа, температура 2 - 15 °С) и стадию отстаивания в технологических ре- зервуарах. Принципиальная схема приведена на рис. 3 [2].
Приведенные технологические схемы формировались в условиях ускоренного освоения месторождений ОАО «Газпромнефть-Ноябрьскнефтегаз», при этом не были выполнены широкие научные исследования физико-химических свойств скважиной продукции для обоснования технологических схем подготовки нефти. Это привело к использованию резервуарной негерметичной схеме подготовки скважиной продукции. В условиях разработки месторождений с высоким газовым фактором резервуарная подготовка нефти приводит к высоким невосполнимым потерям углеводородного сырья [1]. Рассмотрим работу ДНС-1 (УПСВ) Вынгапурского месторождения, на котором применена схема предварительногосброса воды с использованием резервуарной подготовки. Технологическая схема включает сепарацию первой ступени (давление 0,2 - 0,6 МПа, температура 2 - 15 °С), сепарацию второй ступени (давле- ние 0,05 МПа, температура 2 - 15 °С) и стадию отстаивания в технологических ре- зервуарах. Принципиальная схема приведена на рис. 3 [2].
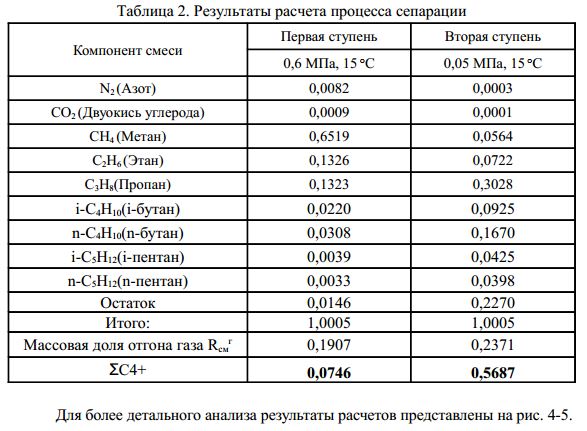
 Рассмотрим компонентные составы потоков попутного нефтяного газа, выделившихся на первой и второй ступенях сепарации. Для расчетов использован программный продукт «Газ-сепаратор», разработанный на кафедре «Разработка и эксплуатация нефтяных и газовых месторождений» Тюменского нефтегазового университета в математическую основу которого положены известные методики расчета процессов подготовки скважинной продукции [3]. Расчет компонентных составов необходим для оценки количества ШФЛУ, выделяющихся в процессе сепарации с отгоняемых с газом. Результаты расчетов при принятых в компании термобарических условиях представлен в табл. 2. Из результатов расчетов, представленных в табл. 2, следует вывод, что существующие термобарические условия сепарации не отвечают критерию оптимальности, то есть не обеспечивают минимизацию содержания ШФЛУ в отгоняе- мом газе. С целью разработки рекомендаций по обоснованию рациональных режимов работы существующих аппаратов подготовки скважинной продукции про- ведем оптимизацию процесса по методике, представленной в [4], однако и с ис- пользованием программного продукта «Газ-сепаратор», который позволяет прове- сти оптимизацию автоматически в рамках заданной вариации термобарических условий. На первом этапе проведено постепенне уменьшение рабочего давления на первой ступни сепарации (от 0,6 МПа до 0,4 МПа) при постоянной температу- ре 15 °С, при этом не изменялось давление и температура на второй ступении сепарации (Р = 0,05 МПа, Т= 15 °С). Результаты расчет приведены в табл. 3. На втором этапе давление и температура первой ступени сепарации остовалась пос- тоянной (Р = 0,6 МПа, Т= 15 °С), а давление второй ступени сепарации постепенно уменьшалось (от 0,5 МПа до 0,33 МПа) при постоянной температуре 15 °С. Результаты расчета приведены в табл. 4.
Рассмотрим компонентные составы потоков попутного нефтяного газа, выделившихся на первой и второй ступенях сепарации. Для расчетов использован программный продукт «Газ-сепаратор», разработанный на кафедре «Разработка и эксплуатация нефтяных и газовых месторождений» Тюменского нефтегазового университета в математическую основу которого положены известные методики расчета процессов подготовки скважинной продукции [3]. Расчет компонентных составов необходим для оценки количества ШФЛУ, выделяющихся в процессе сепарации с отгоняемых с газом. Результаты расчетов при принятых в компании термобарических условиях представлен в табл. 2. Из результатов расчетов, представленных в табл. 2, следует вывод, что существующие термобарические условия сепарации не отвечают критерию оптимальности, то есть не обеспечивают минимизацию содержания ШФЛУ в отгоняе- мом газе. С целью разработки рекомендаций по обоснованию рациональных режимов работы существующих аппаратов подготовки скважинной продукции про- ведем оптимизацию процесса по методике, представленной в [4], однако и с ис- пользованием программного продукта «Газ-сепаратор», который позволяет прове- сти оптимизацию автоматически в рамках заданной вариации термобарических условий. На первом этапе проведено постепенне уменьшение рабочего давления на первой ступни сепарации (от 0,6 МПа до 0,4 МПа) при постоянной температу- ре 15 °С, при этом не изменялось давление и температура на второй ступении сепарации (Р = 0,05 МПа, Т= 15 °С). Результаты расчет приведены в табл. 3. На втором этапе давление и температура первой ступени сепарации остовалась пос- тоянной (Р = 0,6 МПа, Т= 15 °С), а давление второй ступени сепарации постепенно уменьшалось (от 0,5 МПа до 0,33 МПа) при постоянной температуре 15 °С. Результаты расчета приведены в табл. 4.
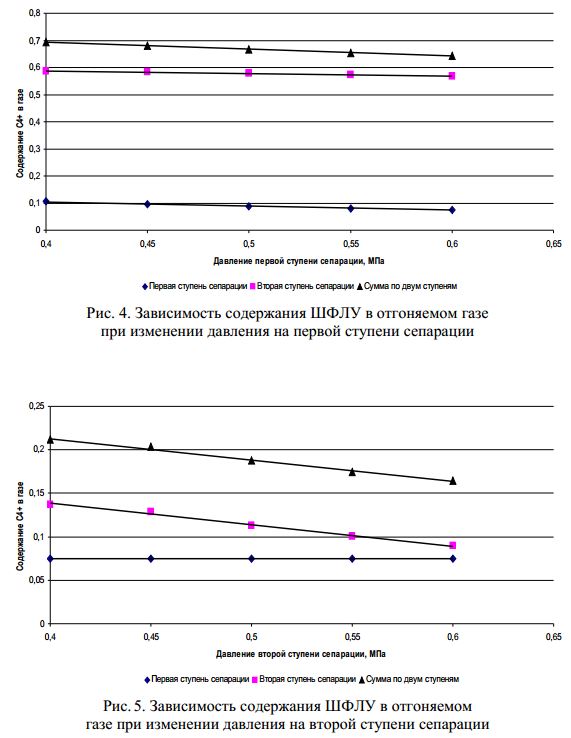
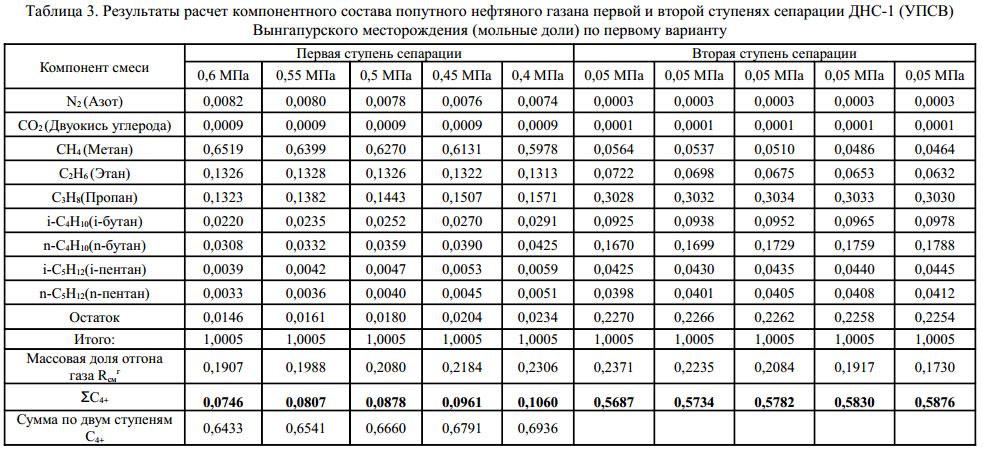
 Результаты расчетов, представленные на рис. 4-5 и в табл. 3 и 4, позволяют сделать следующие выводы. 1. Существующие термобарические условия сепарации скважинной про- дукции на ДНС с УПСВ Вынгапуровского месторождения не соответствуют критериям оптимальности, что приводит к значительным потерям ШФЛУ с отгоняемым газом. 2. Снижение давления на первой ступени сепарации при постоянной тем- пературе не приводит к сокращению потерь ШФЛУ и оптимизации системы. 3. Увеличение давления на второй ступени сепарации позволяет значительно (см. табл. 3 и 4) снизить содержание ШФЛУ в отгоняемом газе, при наиболее благоприятных условиях содержание компонентов от С4 и высшие снижается в 4 раза по сравнению с базовым вариантом. 4. Существующая технологическая схема сепарации на двух ступенях не обеспечивает качественную подготовку нефти в связи с резким снижением давле- ния на второй ступени. В этой связи необходим ввод в работу 3-й ступени сепарации.
Результаты расчетов, представленные на рис. 4-5 и в табл. 3 и 4, позволяют сделать следующие выводы. 1. Существующие термобарические условия сепарации скважинной про- дукции на ДНС с УПСВ Вынгапуровского месторождения не соответствуют критериям оптимальности, что приводит к значительным потерям ШФЛУ с отгоняемым газом. 2. Снижение давления на первой ступени сепарации при постоянной тем- пературе не приводит к сокращению потерь ШФЛУ и оптимизации системы. 3. Увеличение давления на второй ступени сепарации позволяет значительно (см. табл. 3 и 4) снизить содержание ШФЛУ в отгоняемом газе, при наиболее благоприятных условиях содержание компонентов от С4 и высшие снижается в 4 раза по сравнению с базовым вариантом. 4. Существующая технологическая схема сепарации на двух ступенях не обеспечивает качественную подготовку нефти в связи с резким снижением давле- ния на второй ступени. В этой связи необходим ввод в работу 3-й ступени сепарации.
Автор: Леонтьев С.А., Фоминых О.В., Тюменский государственный нефтегазовый университет. Марченко А.Н. ФГУП «Всероссийский научно-исследовательский геологический нефтяной институт» (ВНИГНИ), г. Москва




