
Последнее время получают развитие весьма эффективные технологии восстановительного рециклинга насосных штанг с применением горячей радиально-сдвиговой деформации тела штанги с большего диаметра на меньший. Такая технология и инновационный модуль применительно к условиям ОМЗ разработаны в 2008 году, в 2009 начато изготовление оборудования. В 2010 году модуль успешно запущен в эксплуатацию. За прошедшие 4,5 года возвращено в эксплуатацию свыше 30000 штанг. Глубина рециклинга превышает 85%. Рециклинговые штанги соответствуют требованиям предъявляемым к новым штангам, а по некоторым показателям и превосходят. Завод предоставляет на восстановленные штанги такую же гарантию, как на новые.
Несмотря на многолетний и весьма положительный опыт, ряд заинтересованных предприятий и специалистов критически оценивают такую технологию. В первую очередь, подвергается сомнению сама возможность устранения дефектов отработанных штанг, имеющих сложную механическую, металлофизическую и химическую природу. В частности, ОАО «Мотовилихинские заводы» считает, что единственным способом ремонта штанг является их переплавка. Технология восстановления с применением горячей деформацией не надежна, опасна и бесперспективна [1].
Актуальность проблемы и ответственность решения требуют углубленного рассмотрения предлагаемой технологии. В первую очередь - с точки зрения механики и уникальных возможностей процесса радиально-сдвиговой прокатки.
С обоснованностью мнения о переплавке безусловно можно согласиться, если иметь в виду только традиционные процессы обработки давлением такие как: продольная прокатка в калибрах; прессование; волочение; калибровка и др. Действительно эти процессы не имеют достаточного восстановительного действия на поврежденный металл. Основная причина здесь - реализуемая схема деформации, близкая к схеме одноосного сжатия. В процессе обычной деформации элементы структурного строения, в том числе и дефекты, трансформируются в соответствие с линиями тока или траекториями движения (в стационарных процессах линии тока и траектории совпадают). Каждый элементарный объем металла вытягивается вдоль прямолинейной траектории движения и сжимается перпендикулярно ей. Металл приобретает характерную осевую волокнистость и анизотропию. Аналогичным образом ведут себя и дефекты. Растягиваются вдоль и сжимаются поперек направления деформации. При весьма малых обжатия тела штанги их устранение и залечивание невозможно. Т.к. длина пороков увеличивается, то пораженность штанги в целом не уменьшается. При определенных условиях может и увеличиваться.
Качественно новый уровень возможностей по улучшению структуры и свойств любого деформируемого металла открывает принципиально способ обработки давлением процесс радиально-сдвиговой прокатки (РСП), разработанный в НИТУ «МИСиС» [2]. Схема РСП приведена на рис.1.

Рис. 1. Схема радиально-сдвиговой прокатки. 1 - валок; 2 - заготовка; 3 - траектория движения металла на поверхности заготовки.
В основе способа лежит траекторное управление движением деформируемого металла. В очаге деформации создается геликоидальное истечение металла с торможением внешнего слоя заготовки и разгоном внутреннего. Разнонаправленные потоки вызывают интенсивные сдвиговые перемещения в объеме проката. Многократно интенсифицируется измельчение структурного строения. Металл приобретает характерное мелкодисперсное строение металла, практически не доступное для других стационарных способов ОМД (рис. 2) По своему морфологическому строению, структуре и свойствам металл после РСП становится материалом нового качества. Происходит комплексное повышение и стабилизация физико-механических и служебных свойств металла на уровне, превосходящем традиционный.
.png)
Рис. 2. Схема течения внешнего слоя заготовки. V0(1) - скорости движения металла до и после очага деформации.
Тело отработанных насосных штанг поражено в основном поверхностными дефектами. В результате траекторно управляемой РСП скорость движения периферийных слоев заготовки уменьшается, что связано с образованием расширяющихся трубок тока (диффузоров) (рис. 2). Такой характер течения оказывает рассеивающее (по типу пульверизатора) действие на структурные элементы, которые приобретают форму изотропных обособленных частиц, высокой дисперсности. Также и поверхностные несплошности, рассеиваясь, интенсивно уменьшаются в своем развитии. Интенсифицируются рекристаллизоционные и диффузионные процессы, снимающие эксплуатационную усталость штанг. Кроме, того устранению дефектов и получению проката высокой точности активно способствует непрерывно-дискретный характер процесса. Каждый элемент поверхности заготовки, совершая непрерывное движение по спирали, многократно обрабатывается валками. Отклонение диаметра прутков от номинального не превышает 1%.
Формирование локально расширяющихся трубок тока (диффузоров) в интегрально сужающемся (конфузоре) очаге деформации представляет собой одну из фундаментальных особенностей РСП с управляемыми траекториями. Преимущества этого способа обусловлены наличием именно этой зоны, которая отсутствует в других стационарных процессах получения прутков, таких как, продольная прокатка, прессование и даже винтовая прокатка труб. Такой схемы истечения металла нет и в способах испытания металлов на механические свойства. Опытами доказана возможность получения траекторно управляемой радиально-сдвиговой прокаткой прутков с субмикрокристаллическим и наноструктурным состоянием металла.
На ОМЗ создан и успешно функционирует модуль по глубокому восстановительному рециклингу металла насосных штанг с технологией траекторно управляемой радиально-сдвиговой прокаткой. Модуль включает (рис. 4) последовательно расположенные: стеллаж исходных заготовок (1); проходной индукционной установкой скоростного нагрева (2); трехвалковый министан радиально-сдвиговой прокатки типа «14-40»(3); приемное устройство (4), стеллаж восстановленных прутков для штанг проката (5). Устройства интегрированы в единый технологический комплекс. Отдельно предусмотрены обслуживающие участки: складирования; предварительного контроля и сортировки отработанных штанг; отрезки головок. Все прокатанные прутки, полученные из штанг, проходят 100 процентный входной контроль, предусмотренный для нового проката, поступающего с металлургических заводов.

Рис.4. Схема автономного модуля рециклинга насосных штанг с технологией радиально-сдвиговой прокатки.
Проходная индукционная установка скоростного нагрева содержит 4 секции, общей длиной 6000 мм. Потребляемая мощность составляет 400 кВт/час. Установка размещается непосредственно перед клетью министана. Нагрев тела штанги производится до температуры 1150±150С. Скорость подачи штанги через индуктор синхронизирована со скоростью прокатки. Производительность модуля может достигать 0,7 т/час.
Министан «14-40» специально разработан для траекторно-управляемой деформации цилиндрического тела насосных штанг диаметром 14-30 мм.
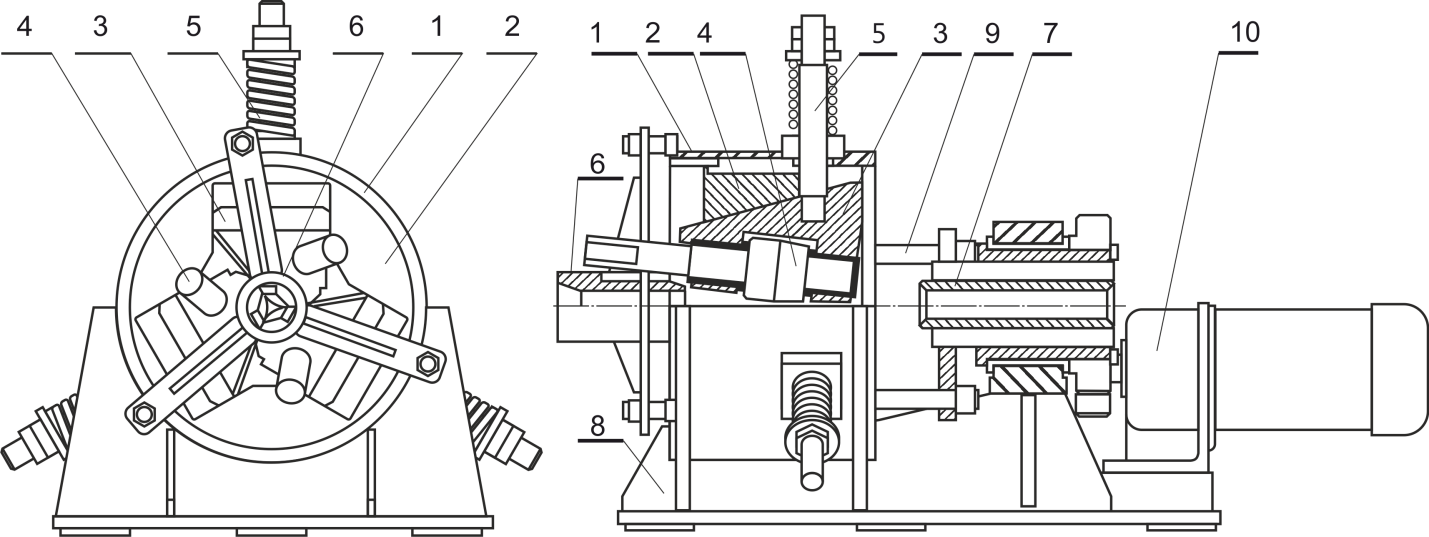
Рис. 5. Поперечный вид и продольный разрез клети министана «14-40».
Рабочая клеть министана (рис. 5) включает неподвижный внешний корпус 1, внутри которого размешена подвижная станина 2, имеющая возможность осевого перемещения. В радиальных расточках станины 2 размещены кассеты 3 с рабочими валками 4. Кассеты 3 скреплены с корпусом 1 подпружиненными тягами 5 через прорези в станине 2. Станина 2 снабжена приводом осевого перемещения от мотор-редуктора 10 через стяжки 9. Входная проводка 6 и выходная 7 удерживают штангу на оси прокатки. Вся конструкция монтируется на основании 8. Краткая техническая характеристика стана следует ниже:
|
Исходная заготовка: -диаметр -длина |
16-30 мм 100-2000 мм |
|
Прокат: -диаметр -длина |
14-25 мм до 10 м |
|
Коэффициент вытяжки за проход |
1,1-4,0 |
|
Производительность |
0,15-0,4 т/ч |
|
Мощность главных приводов |
3´11,5 кВт |
|
Масса министана |
1,6 т |
|
Производственные площади |
до 30 м2 |
|
Численность обслуживающего персонала |
1-2 чел. |
Главная отличительная особенность стана состоит в том, что оптимальные для ремонта штанг технологические параметры РСП (углы подачи и раскатки, геометрия очага деформации и ряд других) интегрированы непосредственно в конструкцию стана. Это существенно повышает надежность прокатного оборудования по гарантированному восстановлению физико-механических свойств металла за счет реализации заданных траекторно-скоростных условий радиально-сдвиговой деформации.
Кроме, того созданный модуль характеризуется:
- непрерывностью и стационарностью процесса деформации;
- универсальностью рабочего инструмента, его высокой стойкостью, приемлемой ценой и доступностью изготовления на месте.
- адекватностью энергоемкости технологии и металлоемкости прокатного оборудования объемам производства;
- доступностью монтажа, простатой эксплуатации и обслуживания оборудования.
За время эксплуатации участка, практически, доказана эффективность и надежность технологии ремонта на основе горячей РСП.
Технологии и оборудование рециклинга насосных штанг на основе РСП начали рассматриваться в середине 0-х годов нынешнего столетия. Это совершенно неслучайно. Первое поколение промышленных станов РСП, созданное в 80-х совместно МИСиС и ОАО «Электростальский завод тяжелого машиностроения», специализировалось на производстве крупно и среднесортного проката (диаметром 50-250 мм из слитков и заготовок диаметром до 500 мм) из титановых и циркониевых сплавов ответственного назначения для авиации атомной энергетики и др. Министаны, реализующие траекторно-управляемый вариант РСП прутков мелких сечений диаметром 10-30 мм., стали разрабатываться в НИТУ «МИСиС» позже, на рубеже 90-х и нулевых годов. Эти станы получили и получают широкое внедрение в промышленность, как в России, так и за рубежом.
Учитывая уникальные технологические возможности прокатки на министанах практически любых деформируемых металлов, активизировалось и предложения использовать их для ремонта ШН. Некоторые из них были доведены до патентной защиты [5].
Здесь, следует иметь ввиду, что РСП, это многоцелевой процесс обработки давлением, позволяющий за счет управления траекториями течения металла, решать качественно различные технологические задачи. Выше было указано, что для эффективного восстановительного ремонта требуются специальные траеторно-скоростные условия деформации с торможением внешних слоев, расширением периферийных трубок тока в сочетании с разгоном центральных слоев. Реализация таких условий возможна только при соблюдении оптимальных параметров пространственного расположения валков, заложенных в специальную конструкцию стана «14-40». При несоблюдении этих условий теряется восстановительный эффект радиально-сдвиговой прокатки. Более того, непрофессиональное использование РСП может резко ухудшить структурное состояния прутков и опасно понизить свойства металла.
Перспективным направлением развития данного способа рециклинга насосных штанг является технология упрочняющей термомеханической обработки (РСП+ТМО) прутков в линии стана. За аналог может быть принят автоматический комплекс производства заготовок спиральных пружин для автомобилей [7], который позволил повысить прочностные характеристики металла более, чем 20%.





