Вопрос продления срока службы эксплуатируемых на российских тепловых электростанциях паровых турбин в настоящее время является очень актуальным. Значительная часть турбинного оборудования отработала свой парковый ресурс, который устанавливается для данного типа турбин с учетом опыта эксплуатации и рабочих параметров пара и ограничивает наработку и число пусков из холодного, горячего и неостывшего состояний [1÷3].
При проведении технического диагностирования основных элементов турбин после длительной эксплуатации, иногда превышающей парковый ресурс в 1,5 - 2 раза, часто обнаруживаются дефекты, которые не могут быть устранены во время текущего ремонта на станции. В этом случае встает вопрос о возможности дальнейшей эксплуатации оборудования на ограниченный срок вплоть до проведения заводского ремонта, замены на новое оборудование и т.п.
Возможность, сроки и условия эксплуатации турбин с такими дефектами и/или отклонениями от требований нормативной документации требуют обоснования, которое проводится с учетом данных о текущем техническом состоянии оборудования и прогнозирования его поведения на основании расчетов и анализа технической документации за весь срок эксплуатации [4÷6].
Такой комплексный подход к решению поставленной задачи позволяет выдавать обоснованные рекомендации по временной эксплуатации турбин с имеющимися дефектами, не снижая их надежности и безопасности.
Проблемой продления ресурса паровых турбин отдел прочности ОАО «НПО ЦКТИ» начало заниматься с 1970 г., когда высокотемпературные элементы паротурбинных блоков выработали гарантированный заводами-изготовителями ресурс 100 тыс. часов.
Энергетические блоки эксплуатируются при высоких параметрах пара в условиях частых и быстрых нагружений и разгружений по мощности, что вызывает появление дефектов в материале деталей из-за исчерпания длительной прочности вследствие ползучести, малоцикловой усталости, влажнопаровой коррозии металла при действии высоких напряжений в зоне фазового перехода пара, а также коробление высокотемпературных корпусов цилиндров и размывы металла на поверхности деталей влажным паром.
Основными узлами, ограничивающими срок службы турбины из-за длительного воздействия высоких напряжений и температур, являются роторы высокого и среднего давлений, корпусы цилиндров и клапанов.
При обнаружении во время обследования в детали трещинообразных дефектов в зависимости от их расположения и размеров, на основании требований нормативных документов, дефекты либо оставляют без изменения, либо засверловывают, либо выбирают. После выборки трещин выполняется оценка состояния металла для решения вопроса о необходимости заварки выборки и сроке дальнейшей эксплуатации детали с имеющейся выборкой или заваркой. При этом используются различные методы неразрушающего контроля (замеры твердости, металлографическое исследование с помощью реплик, капиллярный и ультразвуковой контроль), испытания вырезанных образцов и анализ напряженного состояния детали с определением запасов прочности при статическом и циклическом нагружении.
Ниже приведены примеры, из опыта ЦКТИ, решения вопроса о продлении срока эксплуатации турбин с обнаруженными дефектами.
Роторы турбин
Согласно инструкции [1] осуществляется контроль роторов, отработавших свыше 80 тыс. часов. В программу обследования роторов входит ультразвуковой и вихретоковый (магнитопорошковый) контроль поверхности расточки, придисковых галтелей и термокомпенсационных канавок. Наиболее повреждаемым участком высокотемпературных роторов является поверхность осевого канала в зоне первых ступеней, где имеют место максимальные температуры и напряжения от центробежных сил и значительные термические напряжения при пусковых и остановочных режимах.
В таблице 1 представлены результаты обследования, выполненные ЦКТИ и ВТИ, расточек роторов высокого (РВД) и среднего (при наличии промежуточного перегрева пара - РСД) давления после длительной эксплуатации.
Таблица 1
Результаты обследования роторов паровых турбин с дефектами на расточке
|
№ п/п |
Тип турбины |
Наработка, тыс. часов |
Число пусков |
Марка стали ротора |
Обнаруженные дефекты |
|---|---|---|---|---|---|
|
1 |
РСД К-300-240 ЛМЗ |
81,5 |
Р2М (25Х1М1Ф) |
Точечные дефекты, поры. |
|
|
2 |
РВД К-200-130 |
87,6 |
294 |
Р2М |
2 трещины: L1 - длиной до 35 мм, L2 - длиной до 22 мм |
|
3 |
РСД К-300-240 ХТЗ |
96,6 |
237 |
ЭИ415 (20Х3МВФ) |
10 трещин длиной от 3 до 30 мм, см. рисунок 1 |
|
4 |
РВД Т-100-130 |
100,8 |
150 |
Р2М |
Точечные дефекты, раковины, поры |
|
5 |
ПТ-80-130 |
166,2 |
185 |
Р2М |
7 линейных дефектов от 2 до 30 мм, см. рисунок 2 |
|
6 |
К-50-90 |
185,3 |
1188 |
34ХМ |
6 дефектов длиной до 60 мм. |
|
7 |
РСД К-300-240 ХТЗ |
187,3 |
ЭИ415 |
Трещина длиной до 20 мм, глубиной до 10 мм |
|
|
8 |
К-50-90-2 |
200,0 |
1200 |
34ХМ |
2 дефекта длиной до 5 мм. |
|
9 |
К-55-90-1 |
287,9 |
34ХМ1 |
20 дефектов длиной от 5 мм до 40 мм, глубиной до 5 мм |
|
|
10 |
ВТ-25-4 |
290,6 |
Р2 |
24 дефекта длиной до 30 мм, глубиной до 2,5 мм |
|
|
11 |
9 роторов: ВПТ-25-3, ВК-25-90, ВТ-25-4, ВК-25-90-1, ВПТ-25-4, ПТ-30-90, Т-35-4, К-50-90, ВК-50-90 |
268÷379 |
34ХМ 34ХМ1 |
1÷15 дефектов длиной от 5 до 55 мм, глубиной 1÷5 мм |
Схема расположения десяти дефектов на поверхности осевого канала РСД турбины К-300-240 ХТЗ после наработки 96,6 тыс. часов показана на рисунке 1. Последующее хонингование поверхности канала не обеспечивало удаление дефектов, при этом были выявлены новые дефекты. Ротор не был допущен к эксплуатации [5].
Появление трещин на поверхности осевого канала ротора вызывает большие опасения при эксплуатации, так как сталь ЭИ415 обладает пониженной трещиностойкостью, а критическая глубина дефекта может составлять всего 8 мм. Металлургические дефекты обнаруживаются примерно на 20 % роторов из стали ЭИ415, что свидетельствует о пониженной надежности роторов после длительной эксплуатации, в том числе, из-за опасности хрупкого разрушения при пусках.
РВД турбины К-200-130 после эксплуатации 87,6 тыс. часов имел на поверхности осевого канала дефект длиной 22 мм глубиной более 3 мм. Для удаления дефектов в случае необходимости допускается общая проточка осевого канала, увеличивающая номинальный диаметр канала по чертежу предприятия - изготовителя не более чем на 10 %. Была выполнена проточка этого участка канала ротора на глубину 3 мм. Ротор был допущен к временной эксплуатации.
На рисунке 2 представлена схема расположения дефектных зон на поверхности осевого канала ротора турбины ПТ-80-130 после наработки 166,2 тыс. часов. При визуальном контроле обнаружено: 27 дефектов протяженностью 3÷10 мм, 11 дефектов протяженностью от 12÷15 мм, 2 дефекта протяженностью 20 и 30 мм. Общее количество протяженных недопустимых дефектов (длиной свыше 3 мм) равно 40. Был выполнен расчет возможного увеличения глубины дефектов при дальнейшей эксплуатации в течение 14 тыс. часов с оценкой сопротивляемости металла РВД хрупкому разрушению при наличии дефекта.
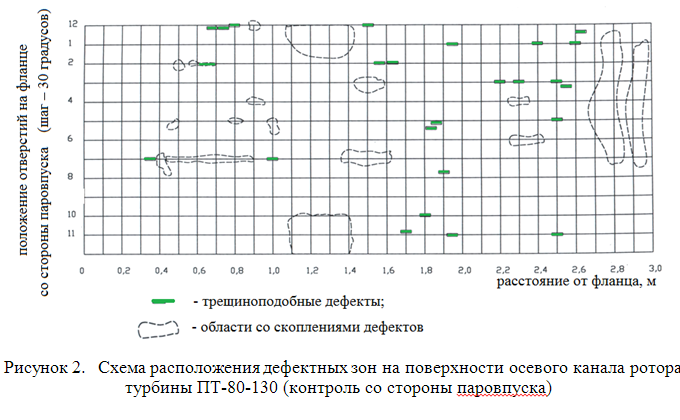
Учитывая невысокий уровень напряжений и температур на поверхности расточки (505 - 519°С) в режиме номинальной мощности и высокую сопротивляемость стали Р2М длительному нагружению и хрупкому разрушению ротор был допущен к дальнейшей эксплуатации в течение 14 тыс. часов до суммарной наработки 180,2 тыс. часов. Было рекомендовано выполнить повторный визуальный контроль и выборку всех дефектов на поверхности расточки во время очередного ремонта блока.
Ползучесть высокотемпературных роторов ВД и СД паровых турбин происходит преимущественно в области первых ступеней, где имеет место максимальная температура металла ротора и действуют высокие напряжения от центробежных сил дисков ротора и лопаток. В результате происходит постепенное увеличение наружного диаметра ротора в зоне первой и иногда последующих ступеней, одновременно имеет место увеличение диаметра осевого канала.
В течение более 20 лет сотрудниками ЦКТИ были выполнены замеры изменений осевых каналов роторов ВД и СД турбин различных типов. На основании замеров вычислялись величины остаточных деформаций, позволяющих оценить состояние металла ротора и прогнозировать скорость ползучести стали [6].На поверхности РВСД совмещенного цилиндра турбины К-160-130 ХТЗ (сталь ЭИ415) в зоне переднего концевого уплотнения после наработки 138 тыс. часов при 524 пусках были обнаружены глубокие трещины на дне двух термокомпенсационных канавок. Трещины были удалены путем проточки (см. рисунок 3).
Для подтверждения работоспособности ротора после проточки канавок были выполнены расчеты прочности. В таблице 2 приведены результаты расчетов напряжений в канавках при пуске из горячего состояния.
Таблица 2
|
Канавка |
Исходная геометрия |
Геометрия после проточки |
||||
|
Глубина, мм |
Радиус галтели, мм |
Максимальные напряжения при пуске, кгс/мм2 |
Глубина, мм |
Радиус галтели, мм |
Максимальные напряжения при пуске, кгс/мм2 |
|
|
А |
9,0 |
1,5 |
10,4 |
27,8 |
8,0 |
14,0 |
|
Б |
9,0 |
1,5 |
13,3 |
20,0 |
8,0 |
19,4 |
На основании выполненных расчетов длительной и циклической прочности срок дальнейшей эксплуатации был продлен на 52 тыс. часов до суммарной наработки 190 тыс. часов.
Аналогичные повреждения в тепловых канавках были выявлены на 6-ти канавках думмиса РСД турбины К-200-130, отработавшей 126 тыс. часов при 507 пусках (трещины глубиной до 1,8 мм), и в тепловых канавках переднего концевого уплотнения РСД турбины К-210-130-3 после наработки 122 тыс. часов при 521 пуске.
На насадных дисках РНД турбин ПТ-50-130, Т-50-130 и Т-100-130 после длительной эксплуатации в зоне фазового перехода пара часто возникают трещины на поверхностях разгрузочных отверстий, продольного шпоночного паза, обода в районе заклепочных соединений, ступичной части и полотна [3].На рисунке 4а показаны трещины на поверхности шпоночного паза диска 22 ступени турбины ПТ-50-130-4 ТМЗ. Возможность дальнейшей эксплуатации РНД с подобными дефектами решается на основе расчетов прочности. На рисунке 4б показаны результаты расчетов напряженного состояния диска 22 ступени после выборки трещин. Ротор был допущен к дальнейшей эксплуатации в течение 25 тыс. часов. При наличии глубоких выборок, иногда возникает необходимость срезания полотна диска.
Корпусы цилиндров и клапанов
Наиболее напряженные детали статора паровых турбин - это корпусы стопорных и регулирующих клапанов и зоны паровпуска корпусов цилиндров, так как они эксплуатируются при максимальных значениях температур и давлений подводящего пара. Корпусы изготавливаются из литых жаропрочных сталей 20ХМФЛ и 15Х1М1ФЛ.
Из-за технологии литья эти стали имеют значительное количество дефектов, особенно на наружной поверхности отливки, а также в местах резкого изменения формы: переходы от стенки к фланцам, патрубковые зоны, изменения толщин стенок в местах крепления обойм и диафрагм.
При длительной эксплуатации вследствие исчерпания длительной прочности и накопления усталостных дефектов появляются поверхностные трещины. Во время капитальных ремонтов эти трещины в зависимости от глубины засверливаются по краям или выбираются. Наиболее глубокие выборки металла завариваются [7, 8].
В корпусах клапанов в зонах концентрации напряжений, ремонтных наплавок и сварных швов возникает значительное число глубоких трещин, рыхлот, сеток трещин и т.п. В каждом случае принимается решение о ремонте или замене поврежденных клапанов.
На одной из турбин К-200-130 были демонтированы левый и правый стопорные клапаны ЦВД после наработки 210 и 230 тыс. часов из-за интенсивного растрескивания.
В 2003 г. в корпусе стопорного клапана ЦВД турбины К-200-130 после наработки 110 тыс. часов при 275 пусках обнаружена сквозная трещина, развивавшаяся с внутренней поверхности, длиной 75 мм при толщине стенки 45 мм. Трещина была выбрана и заварена.
При обследовании турбины типа ПТ-50-130-4 ТМЗ после 378 тыс. часов эксплуатации при 474 пусках на внутренней поверхности корпуса стопорного клапана (АСК) ЦВД была обнаружена трещина. Трещина была выбрана и заварена (см. рисунок 5).
Клапан изготовлен из стали 15Х1М1ФЛ КП30. Был проведен расчет корпуса на упругой стадии с учетом выборки без заварки и с заваренной выборкой. Показано, что напряжения в выборке без заварки из-за концентрации напряжений достигают 9,0 кгс/мм2 (рисунок 6, а). В стенке корпуса с заваренной выборкой (рисунок 6, б) напряжения не превышают 4,5 кгс/мм2. Срок эксплуатации клапана был продлен на 25 тыс. часов.


В зоне паровпуска на стенке корпусов ЦВД часто наблюдаются дефекты в виде трещин. На рисунке 7 показана трещина в крышке корпуса ЦВД турбины К-200-130. Корпус эксплуатировался 267 тыс. часов при 350 пусках. Была выполнена засверловка трещины. Корпус был допущен к дальнейшей эксплуатации в течение 35 тыс. часов.

Возможно появление трещин на фланцевом разъеме нижней половины цилиндра, которые распространяются до отверстий для крепления шпилек [6]. Такие дефекты подлежат выборке и заварке.
На рисунке 8 показано расположение 46 выборок металла на внутренней поверхности нижней половины корпуса ЦВД турбины К-200-130 после наработки 42 тыс. часов при температуре свежего пара 565°С и 110 тыс. часов при температуре 540°С. Общее число пусков равно 614.
Размеры выборок составляли от 80´10´5 до 2000´40´45 мм. Все выборки были заварены, а корпус подвергался последующему отжигу в печи для снятия остаточных напряжений. После отжига из-за коробления корпуса была выполнена шабровка уплотнительных поясков горизонтального разъема для обеспечения плотности прилегания фланцев при затяжке шпилек. Срок дальнейшей эксплуатации был продлен на 48 тыс. часов до суммарной наработки 200 тыс. часов.

Пароперепускные трубы
Пароперепускные трубы ВД и СД работают в условиях высоких температур. Наиболее напряженными участками являются гибы, надежность которых определяет ресурс трубопровода в целом. Подавляющее число повреждений возникает на гибах паропроводов, изготовленных из стали 12Х1МФ. Повреждения гибов паропроводов, изготовленных из стали 15Х1М1Ф, имеют место значительно реже.
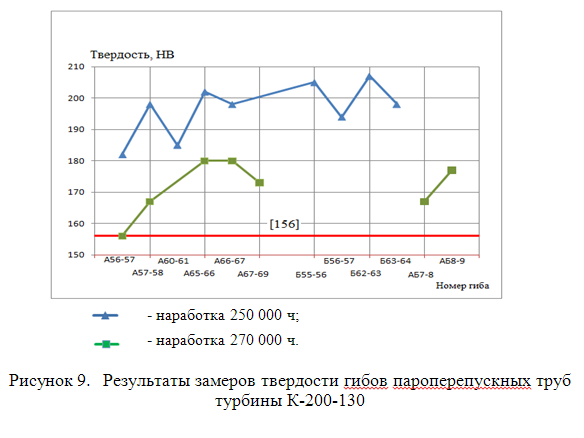
При ремонтах турбины К-200-130 ЛМЗ были выполнены замеры твердости, овальности и толщины гибов ЦВД и ЦСД из стали 15Х1М1Ф (Æ273х32) после наработки 250 и 270 тыс. часов. На рисунке 9 показано изменение твердости обследованных гибов (допускаемое минимальное значение твердости 156 НВ). Результаты обследований позволяют определить, какие гибы нуждаются в замене в текущий или следующий ремонты.
ВЫВОДЫ
Наличие дефектов и отклонений от требований нормативной документации в элементах паровых турбин, отработавших парковый ресурс, не всегда является препятствием для их дальнейшей эксплуатации.
В каждом конкретном случае необходимо провести комплекс работ, включающий техническое диагностирование турбины, анализ условий эксплуатации, расчеты прочности и ресурса основных элементов. На основании вышеперечисленного выносится решение о возможности, сроках и условиях дальнейшей эксплуатации турбины.
СПИСОК ЛИТЕРАТУРЫ
- РД 10-577-03. Типовая инструкция по контролю металла и продлению срока службы основных элементов котлов, турбин и трубопроводов тепловых электростанций. Госгортехнадзор России, 2003 - 76 с.
- СО 153-34.17.440-2003. Инструкция по продлению срока эксплуатации паровых турбин сверх паркового ресурса. -М.; ВТИ, 2003, - 153 с.
- РД 34.30.507-92 Методические указания по предотвращению коррозионных повреждений дисков и лопаточного аппарата паровых турбин в зоне фазового перехода. -М.; ВТИ, 1992.-110 с.
- Гаврилов С.Н., Георгиевская Е.В., Левченко А.И., Смелков Л.Л. Экспертиза промышленной безопасности и продление срока службы основных деталей турбин. Ж.: «Берг-Коллегия», № 12, 2008.
- Резинских В.Ф., Гринь Е.А., Злепко В.Ф. Концепция продления ресурса металла оборудования ТЭС. Ж.:«Промышленная энергетика» № 4, 2002.-4с.
- Судаков А.В., Гаврилов С.Н. и др. Прочность и ресурс турбинного оборудования ТЭС, АЭС и газоперекачивающих станций. Ж.:« Neftegaz.RU» № 1-2, 2014.
- РД 153-34.1-17.458-98. Методика определения возможности эксплуатации с трещинами и выборками литых корпусных деталей турбин с давлением пара более 9 МПа. -М.; ВТИ. 1999.
- СТО ЦКТИ 10.049-2013. Устранение дефектов в литых деталях энергооборудования с применением сварки без последующей термической обработки. -СПб; НПО ЦКТИ, 2013.