Попутный нефтяной газ (ПНГ) является ценнейшим химическим сырьем, содержащим значительное количество метана, этана, пропана и бутана.
По отношению к ПНГ как к газовому ресурсу российская экономика проявляет весьма расточительное отношение. В настоящее время уровень утилизации ПНГ в России составляет 73%. Таким образом, проблема использования ПНГ является актуальной.
Попутный нефтяной газ содержит около 60% метана и до 40% - тяжелые УВ, в зависимости от месторождения. Данные компоненты ПНГ являются ценнейшими энергоресурсами. Какие технологии, сберегающие эти ресурсы, предлагают сегодня российские ученые?
Для переработки ПНГ предлагается использовать установку вихревого сжижения пропан-бутановых фракций.
Установка состоит из 3х блоков:
1й блок включает последовательное охлаждение ПНГ с выделением метановой фракции и вихревое разделение оставшейся после охлаждения смеси газов.
Во 2м блоке происходит осушка газов и сбор пропан-бутановой фракции.
3й блок предназначен для сбора метана с последующей подачей в газопровод. Схема установки представлена на рисунке 1.
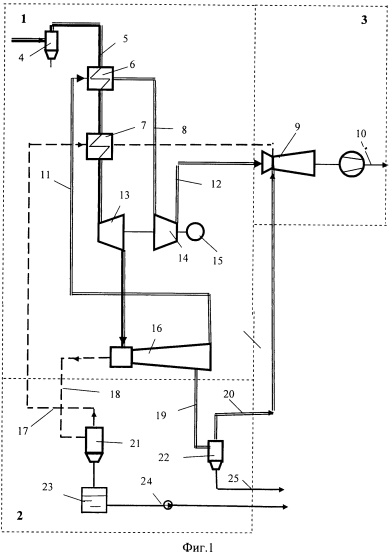
РИС. 1. Схема установки вихревого сжижения пропан-бутановых фракций попутного нефтяного газа
Агрегат сжижения (блок 1) содержит: трубопровод исходного потока попутного газа с сепаратором-водоотделителем 4, трубопровод осушенного исходного газа 5, регенеративный теплообменник предварительного охлаждения исходного осушенного газа 6, регенеративный теплообменник глубокого охлаждения 7, трубопровод метановой фракции газа 8, эжектор 9, нагнетатель 10, трубопровод «горячей» метановой фракции газа 11, турбодетандер 13, турбокомпрессор 14, электродвигатель 15, вихревую трубу 16.
Агрегат сепарации (блок 2) содержит: трубопровод отсепарированной метановой фракции газа 17, трубопровод холодного газа 18, трубопровод отвода влажного газа 19, трубопровод осушенного газа 20, сепаратор жидких пропан-бутановых фракций 21, сепаратор влаги 22, сборную емкость жидкого пропан-бутана 23, трубопровод отвода к потребителю жидкой пропан-бутановой смеси 24, трубопровод отводимой влаги 25.
Агрегат компримирования метановых фракций попутного газа (блок 3) содержит: эжектор 9, газопровод с нагнетателем газа 10.
Предлагается разместить данную установку непосредственно на месторождении. При наличии близлежащей компрессорной станции (КС) целесообразно разместить установку на территории данной КС. Пропан-бутановые фракции можно использовать в качестве хладагента в парокомпрессионных холодильниках для охлаждения природного газа на компрессорных станциях (КС). В свою очередь метановая фракция может быть присоединена в основному потоку природного газа для дальнейшей транспортировки или использована на нужды КС (в качестве топлива для ГТУ).
Охлаждение природного газа перед транспортировкой по магистральному трубопроводу необходимо для понижения его температуры после компрессора во избежание оплавки изоляции трубопровода. Понижение температуры природного газа также приведет к понижению вязкости, что в свою очередь обеспечивает понижение гидравлических потерь, повышает скорость и обеспечивает большую производительность трубопровода.
Наибольшее распространение в настоящее время на КС получили аппараты воздушного охлаждения газа (АВО). Недостатками известных АВО являются большое энергопотребление, значительная металлоемкость и трудоемкость изготовления, что делает их дорогими в изготовлении и эксплуатации. Также АВО способны охладить газ только до температуры окружающей среды, что является главным недостатком. Недостаточное охлаждение газа может привести к таянию грунтов и разрушению трубопровода.
Компримирование газа на КС приводит к повышению его температуры на выходе станции. Было выдвинуто предложение: охлаждать природный газ перед компримированием с условием достижения необходимой температуры природного газа после компримирования. Численное значение этой температуры определяется ее начальным значением на входе КС и степенью повышения давления газа. Минимальная температура охлаждения, при которой не возникает проблема гидратообразования, составляет -5ᵒС. На рисунке 2 представлена зависимость температуры газа на выходе из центробежного нагнетателя от температуры на входе. Из рисунка видно, что температура газа на выходе не превысит 21ᵒС, если на входе она будет порядка -5ᵒС.

РИС. 2. Зависимость температуры природного газа на выходе из компрессора от температуры на входе в компрессор
Снижение температуры копримируемого газа способствует снижению мощности, потребляемой нагнетателями (рисунок 3). Если температура газа на входе +8ᵒС, то мощность, потребляемая нагнетателями, составляет 32,8 МВт, а если температура газа составляет -5ᵒС - 31,3 МВт. Данный процесс представлен на графике красным цветом.
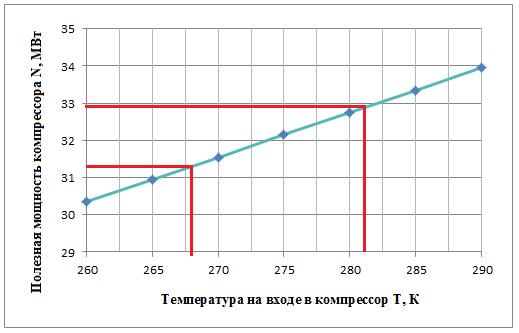
РИС. 3. Зависимость мощности, потребляемой нагнетателями, от температуры природного газа на входе в нагнетатель
Основываясь на предыдущих выводах, был разработан принципиально новый вариант охлаждения природного газа на КС. В данном случае применятся комбинация АВО и парокомпрессионного холодильного агрегата для охлаждения газа перед компримированием. Такая технология особенно актуальна в районах Крайнего Севера, где на выходе из компрессорной станции температура должна поддерживаться в диапазоне от -5 до +2ᵒС во избежание растепления вечномерзлых грунтов.
Был произведен расчет каждого теплообменного аппарата, исходя из результатов которого была составлена комбинация данных аппаратов в зависимости от температуры окружающей среды, достигаемой температуры и потребляемой мощности (таблица 1).
ТАБЛИЦА 1. Режим работы холодильного комплекса
|
Температура окружающей среды |
||
|
t<-20°С |
t>-20°С |
|
|
АВО |
+ |
|
|
Холодильник |
+ |
|
Предлагаемый комплекс имеет ряд преимуществ в сравнении с существующими способами охлаждения. В отличие от единичного холодильного агрегата данный комплекс позволяет наиболее рационально использовать электроэнергию за счет включения в комплекс АВО, который обеспечивает эффективное охлаждение при низких температурах. При охлаждении транспортируемого газа до компримирования можно увеличить производительность трубопровода на 2,07% и снизить мощность, потребляемую нагнетателями, на 1,5-2 МВт. Также можно сократить количество КС за счет увеличения расстояния между ними. Главным преимуществом является получение регулируемых параметров газа вне зависимости от условий окружающей среды. В свою очередь получение стабильных параметров позволяет снизить нагрузку на конструкцию трубопровода и увеличить межремонтный период.
Стоит заметить, что данная технология позволяет рационально использовать энергоресурсы. При снижении мощности, потребляемой нагнетателем, снижается количество используемого ГТУ приводом топливного газа. Также необходимо учесть, что КПД ГТУ составляет около 30%, и выхлопные газы ГТУ имеют температуру 400-500ᵒС. Таким образом, используя рекуперативную установку, можно использовать тепловую энергию выхлопных газов для обеспечения работы холодильного комплекса.
Автор: Ткаченко М. А, Рамзаева М. А.